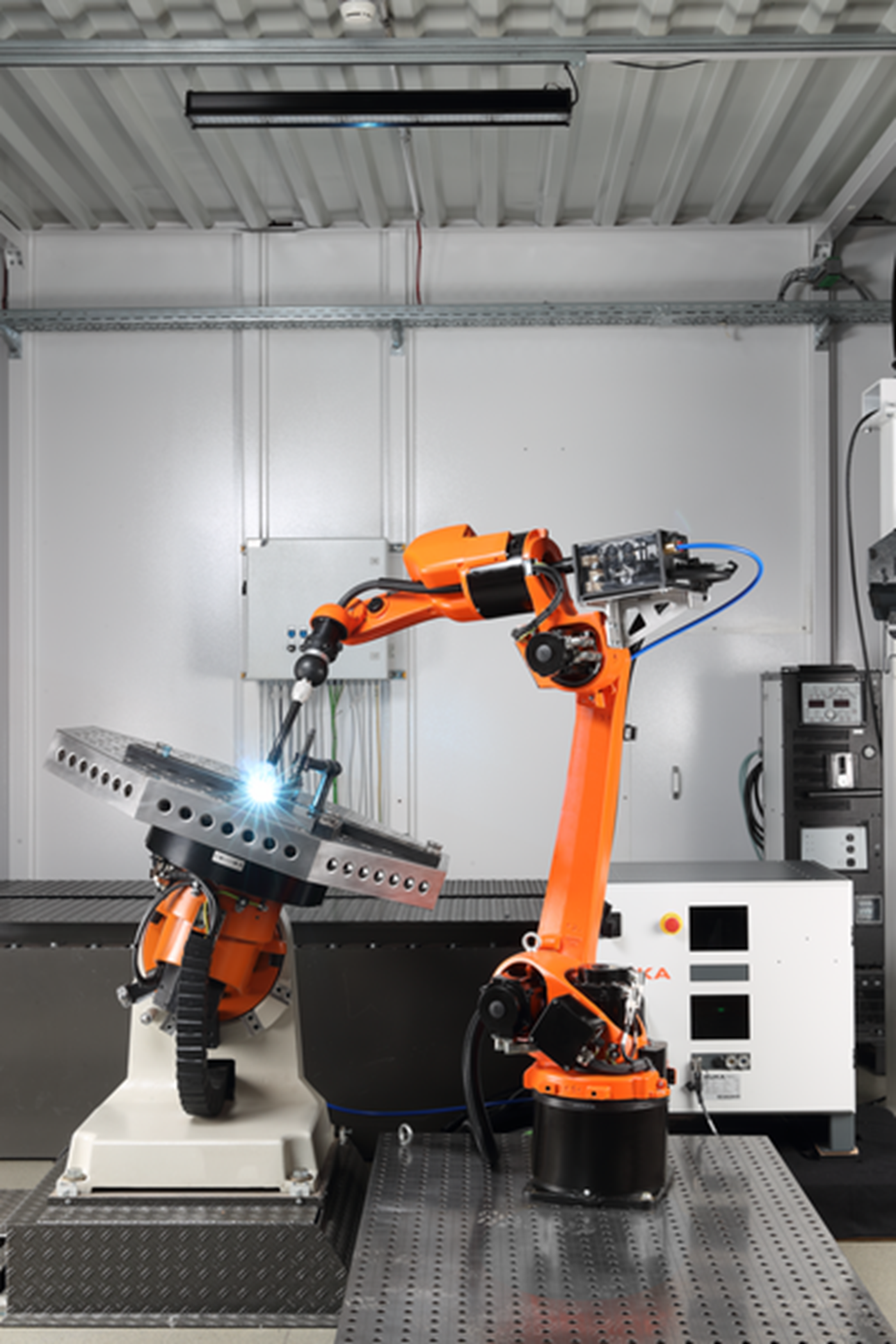
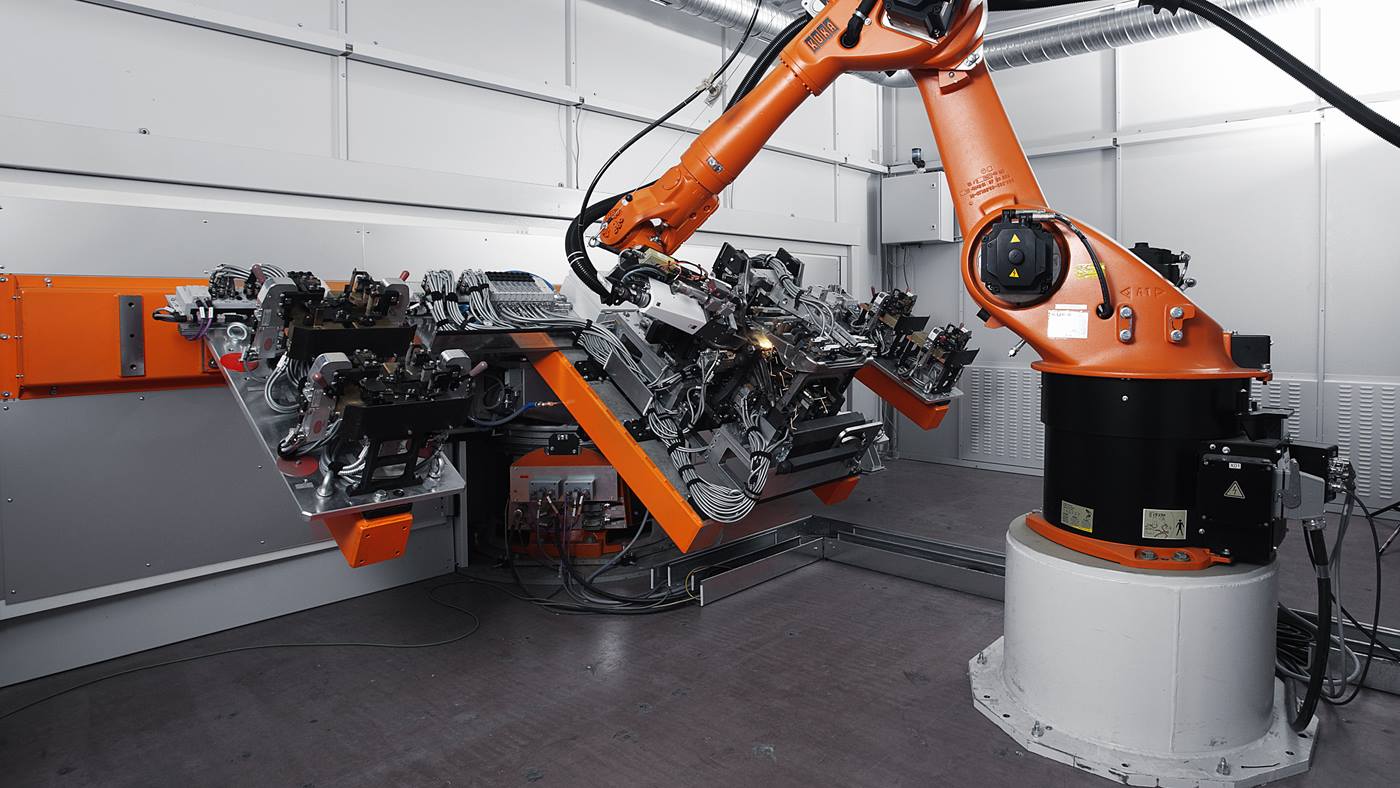
用 KUKA 机器人实现焊接自动化:始终领先一步
由于其快速和加工许多金属材料的能力,气体保护焊是工业中最受青睐的焊接工艺之一。作为自动化技术领域的先驱者和开拓者,KUKA 除了传统焊接功能之外,还通过数字化和网络化生产环境中的智能集成能力提供长期的投资安全性,即在工业焊接的整个价值链中获得更大的效益和灵活性。
气体保护焊是使用范围最广的接合工艺。KUKA 以快速可用的标准产品形式提供一系列自动化组件、功能包、机器人和工作单元。从 MIG 焊接到 MAG 焊接,再到 TIG 焊接,完全涵盖。
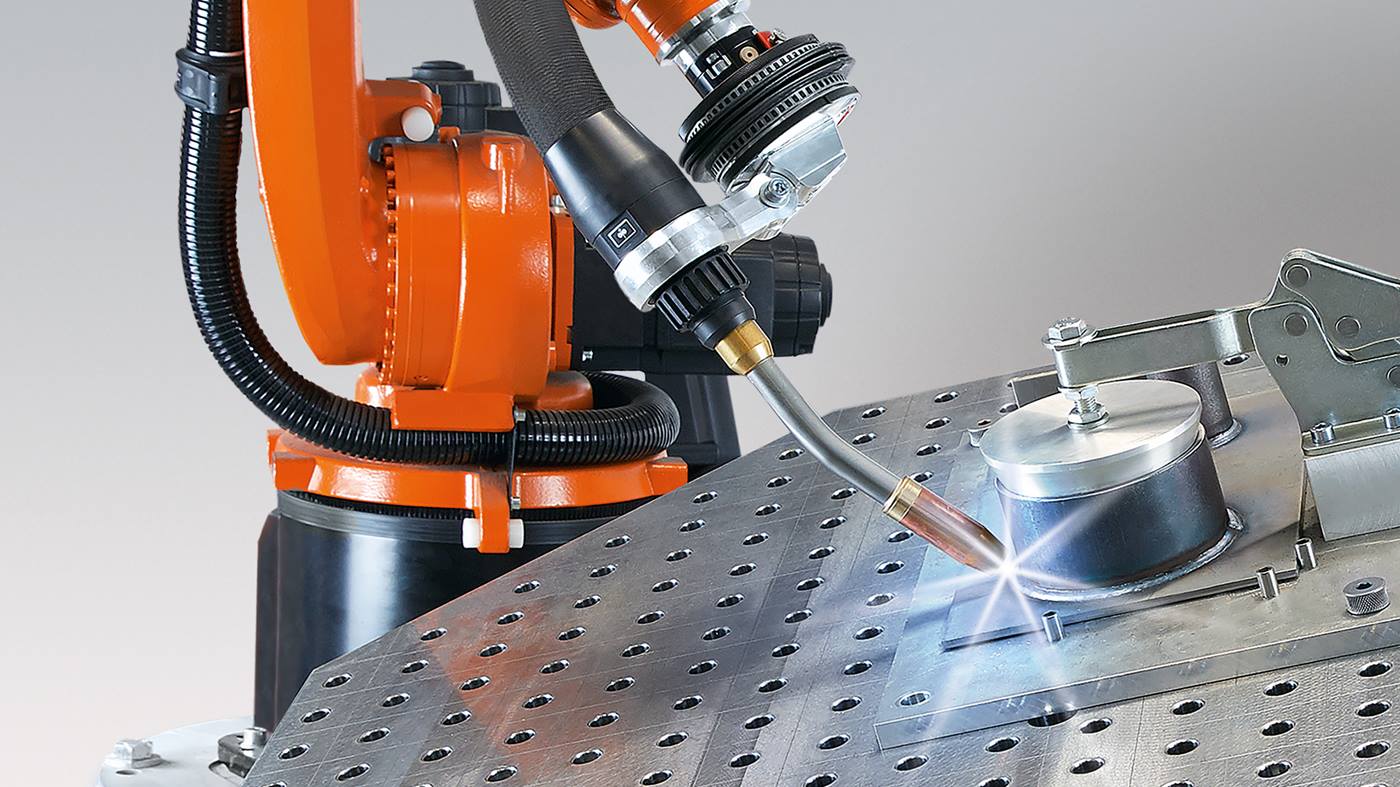
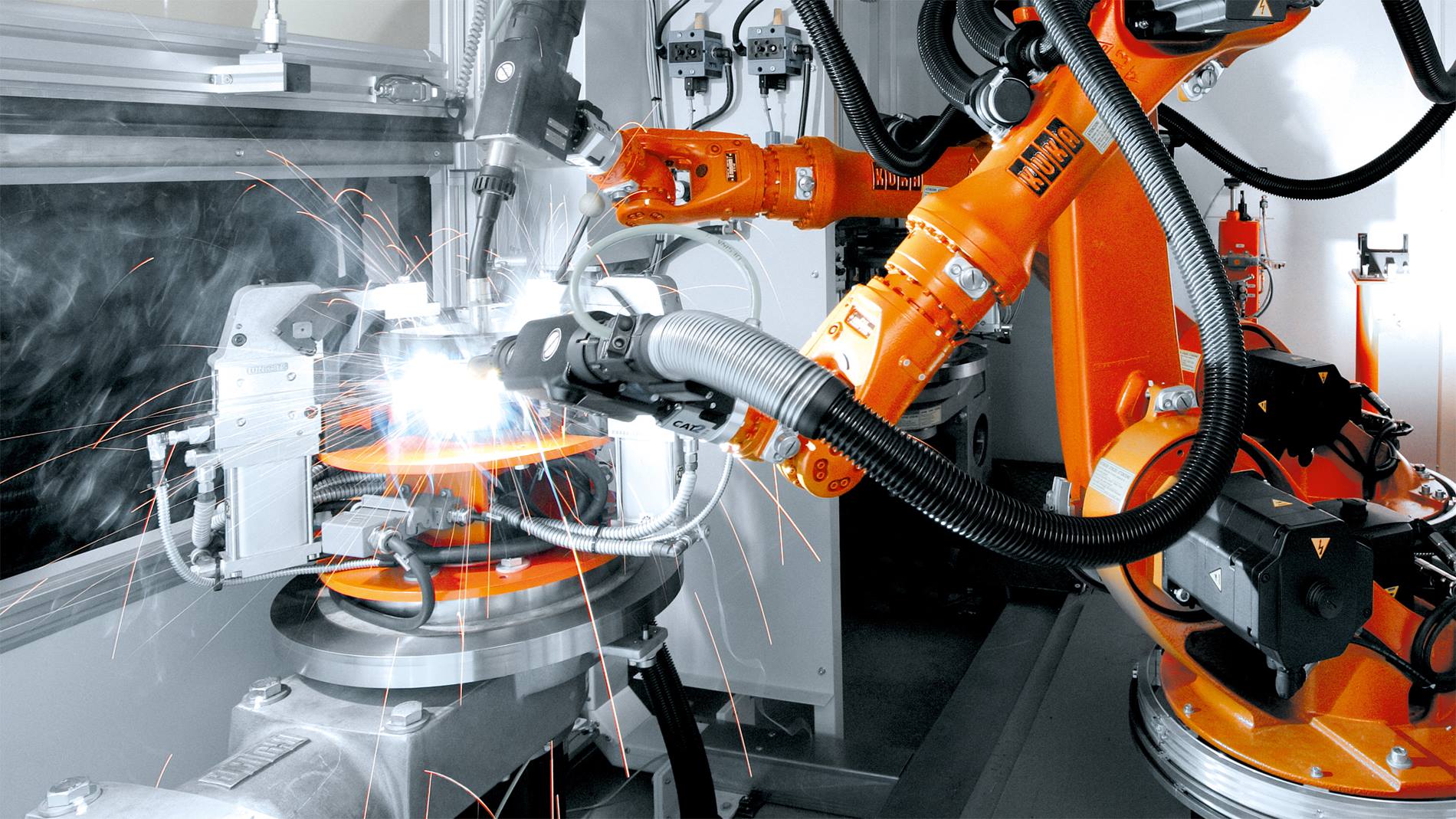
气体保护焊是一种在电极和工件之间点燃电弧的弧焊工艺,该电弧会熔化工件并在必要时熔化填充料。在此,分为多个工艺方法。其中,MIG/MAG 焊接和 TIG 焊接是最常用的工艺方法。它们在不同气体的使用和材料选择上有所不同。它们以最大的焊缝质量和较高的焊接速度而广受欢迎。
MIG/MAG 焊接是一种在焊丝和工件之间点燃电弧的弧焊工艺,该电弧会融化工件并在必要时熔化填充料。为了防止焊池受到环境中活性氧的影响,焊丝上将输送保护气体。这将取代焊接点处的氧气,从而防止熔池氧化。
在 MAG(金属活性气体)焊接过程中,使用活性气体,如 CO2 或 CO2 混合气体。活性气体与熔池反应并稳定电弧。
在 MIG(金属惰性气体)焊接过程中,使用惰性,即无反应的气体,如氩气或氮气。
优点
焊接速度高
熔化功率高
成本效益高
应用
MIG:合金钢和非合金钢
MAG:贵金属,如不锈钢、铝、钛或铜
在 TIG(钨极惰性气体)焊接过程中,通过钨电极输送焊接电流,钨电极耐高温而不会熔化。与 MIG 焊接一样,也使用惰性保护气体,如氩气或氦气,以防止与空气中的氧气发生反应。如果根据具体应用需要填充料,则通过外部焊丝进给单独送入。
优点
高焊缝质量和焊缝外观
适用于所有的焊接位置
应用
可焊接的所有金属
薄壁工件
等离子焊是 TIG 焊接的一种类型,其中电弧由水冷喷嘴收束。此外,还引入了等离子体气体,通常是氩气,因此产生的等离子体具有比裸弧更高的功率密度。
优点
功率密度更高
焊接速度更高
变形小
可与外部送丝机组合使用
应用
微型等离子焊接(0.1 - 1 mm 的工件厚度)
带出渣口的等离子焊接 (3 - 9 mm)
等离子 MIG 焊接 (3 - >10 mm)
我们有 Fronius、Kemppi、Miller、Lorch、Lincoln、EWM、SKS、ESAB 或 Migatronic 等实力雄厚的合作伙伴,他们给我们的机器人配上合适的焊接设备,使焊接质量达到最好。
焊接设备可以方便、快速地通过 EtherCAT(每个 KR C4 控制系统中都有)等现场总线接口与机器人控制系统相连。因此,操作员随时都可以使用所有功能。