KTPO as an intelligent lifecycle management platform
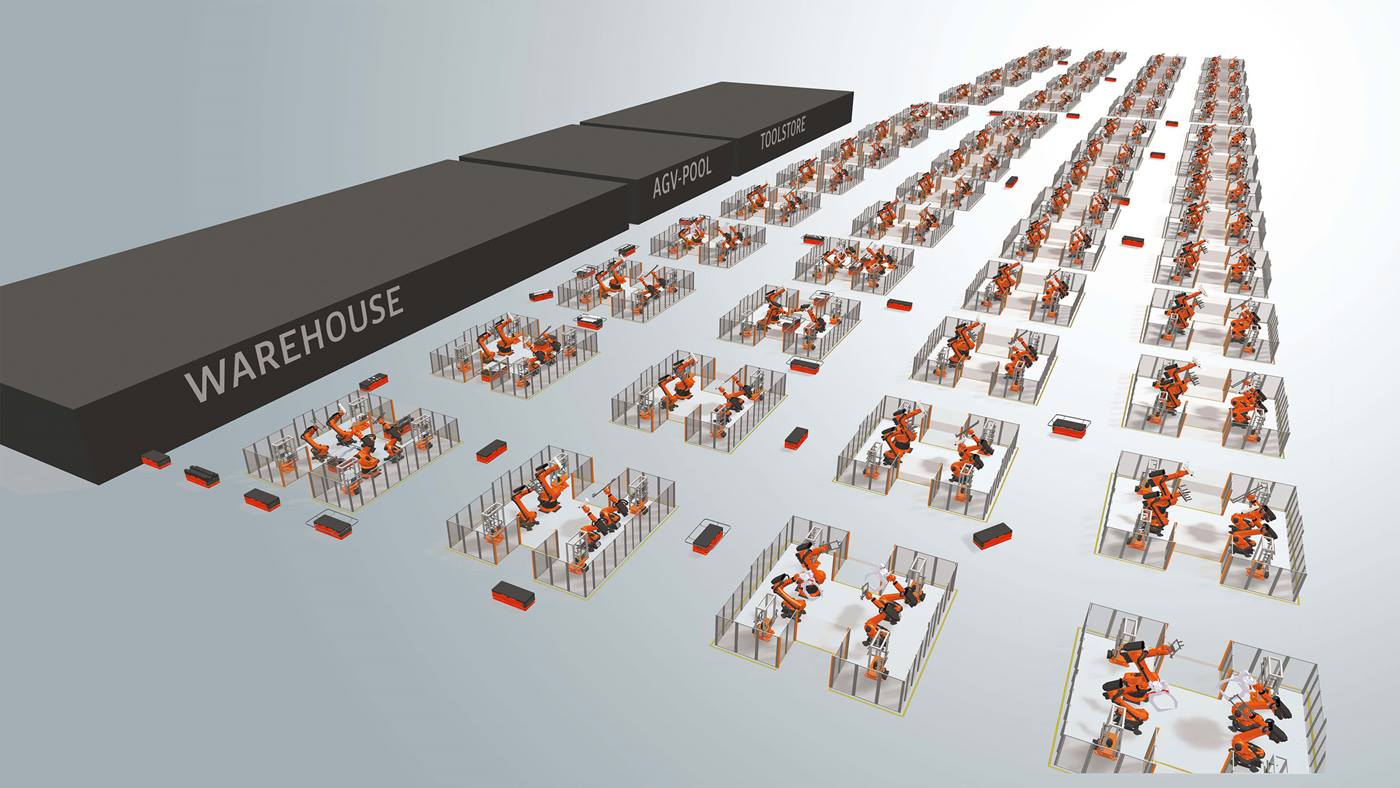
What began with the networking of production processes via back-end monitoring systems, has meanwhile developed into an intelligent lifecycle management platform as part of Industrie 4.0. The fully digitized solution, linked to production, controls and monitors the entire value chain in real time, from receipt of materials to the actual production processes and goods dispatch. It also identifies weak points and optimizes capacity utilization.
Day in, day out, KTPO impressively demonstrates that KUKA is operating a body-in-white production facility that can meet the most exacting standards of the global automotive industry in terms of quality and efficiency as well as the requirements of Industrie 4.0.