最小のロットサイズと無限のバリエーション
少ロットから最小ロットの製造量、そして無限のバリエーションに対応するという条件を、問題なく満たせる設備が求められていました。
KR C4コントローラが無限のバリエーションに対応
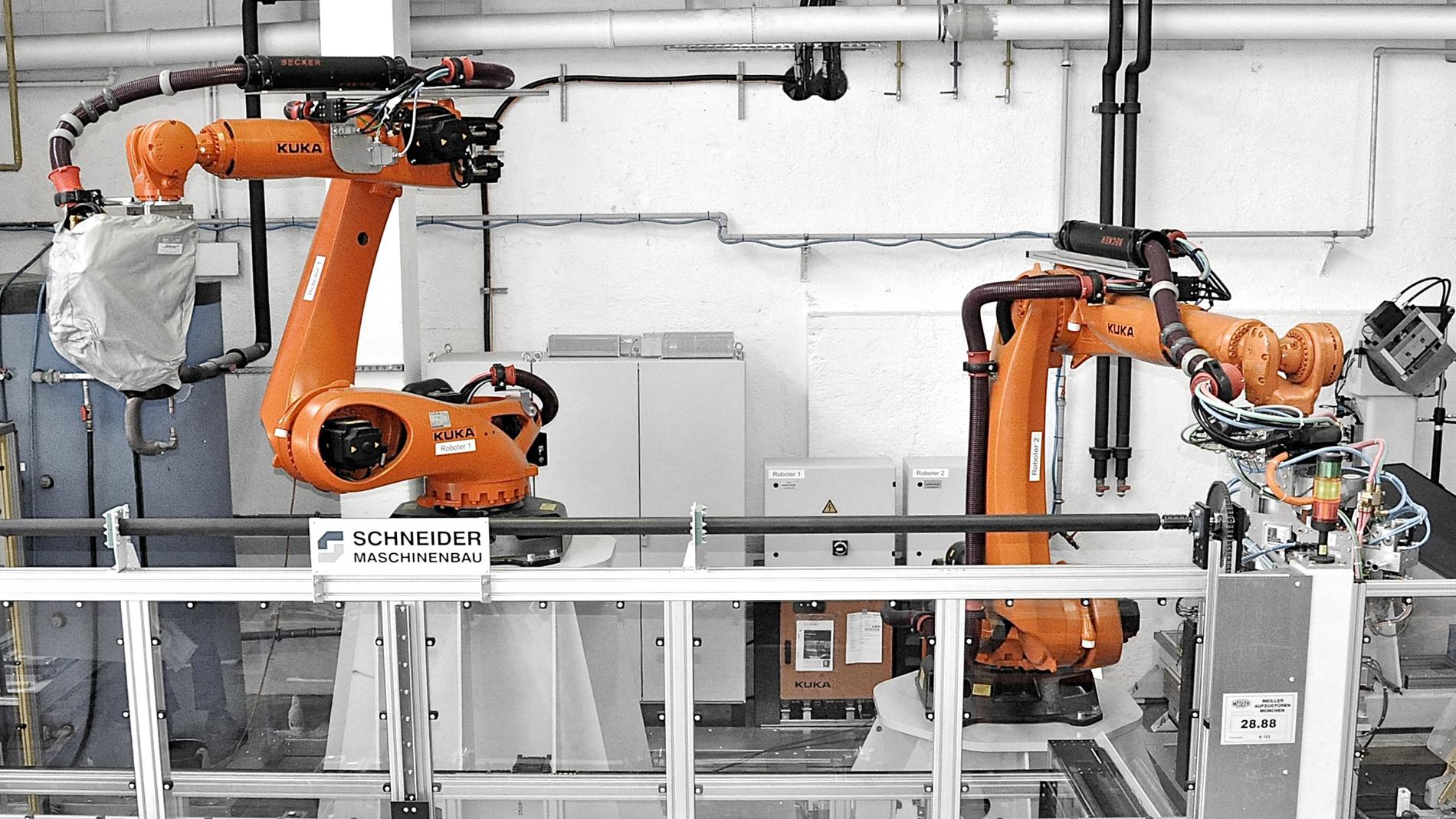
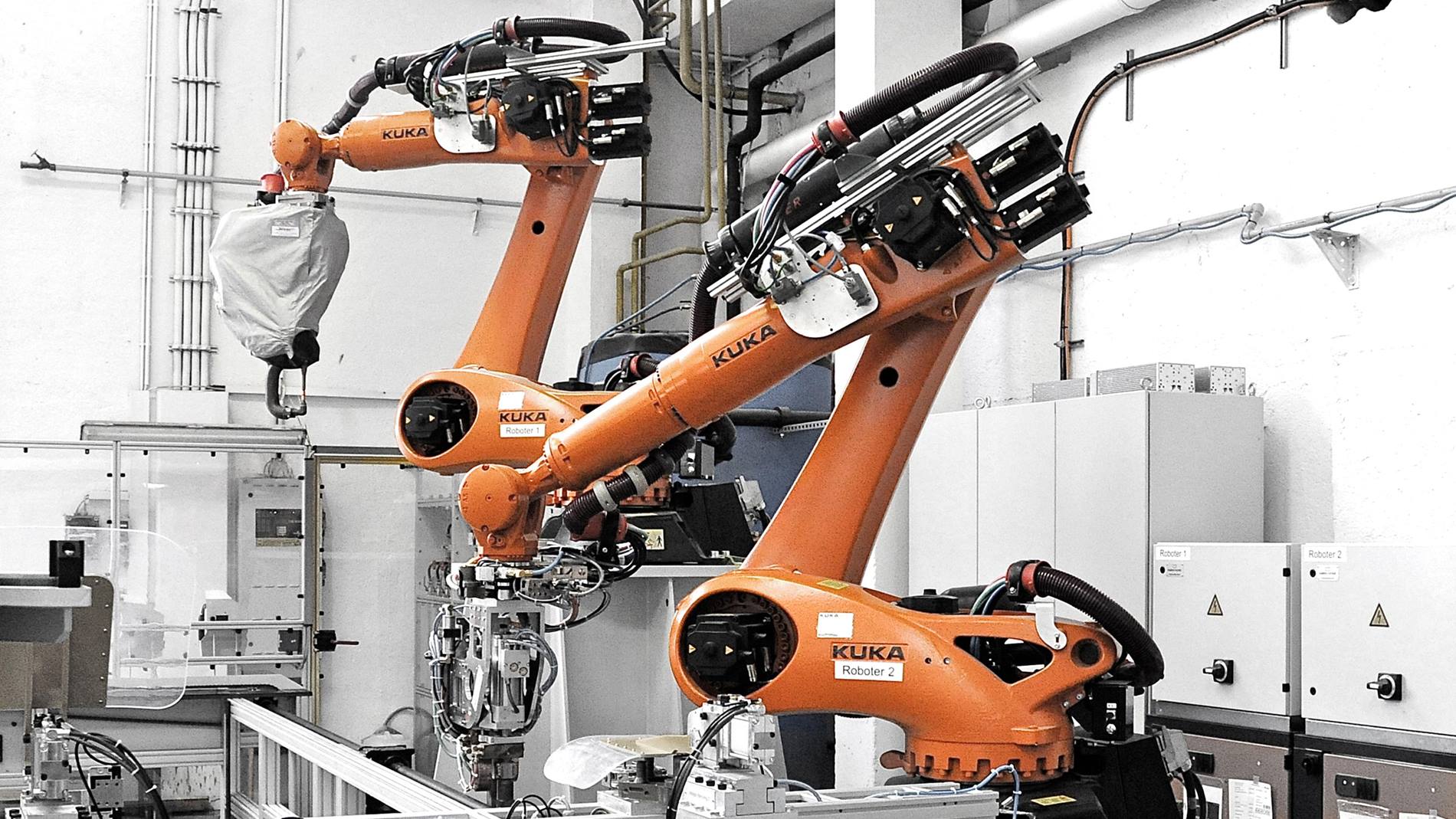
作業員が交換台で装着と締め付けを行っている間、反対側で別の作業を行います。最初の工程で両側のKR QUANTECが次の溶接を開始します。最大のリーチを持ち、特殊な溶接ガンを備えたロボット1がベースに取り付けられ、プロジェクション溶接を行います。こうすることでKR QUANTECが外部シェルの上下と外部レールを同時に結合できます。
これと平行して、同じくベースに設置されたロボット2が解放型のU字レールとドアパネルの下側をスポット溶接します。この工程はプロジェクション溶接より速く行われます。ロボット1が溶接している間に、ロボット2は溶接ガンをシュトイブリ製ツール自動交換システムでバキュームグリッパーに素早く交換し、ハンドリングのスペシャリストになります。
すべてのプロジェクション溶接が完了すると、ロボット2がドアパネルを取り出して、多様な穴あけを行うパンチングステーションへ運びます。穴あけが済むと、次にロボットは重なったドアパネルの隅を軽く圧して、事故を防止するためのプレス機へと移します。加工がすべて完了したドアパネルはロボットがパレットに積んで、作業は終了です。
数えきれないほど多様な加工技術をまかなえるよう、Meiller Aufzugtüren社ではパラメーターを用いた加工プログラムを採用しています。オペレーターは、ステンレスや亜鉛めっき鋼、溶融亜鉛めっき鋼などの素材やドアパネルの長さと幅の選択を加工開始の際に行います。これ以外はすべてロボットコントローラーが作業します。KR C4は衝突モニターを含むロボットの動作を計算するだけではなく、パラメーターとそれぞれの溶接スポットの位置や、必要な穴あけの数と位置およびジグの場所も計算します。