U gebruikt een oudere browser-versie van Internet Explorer. Actualiseer uw browser voor een optimale weergave
KUKA reinigt heftruckvorken bij de firma Kaup
40.000 toebehoren voor heftrucks produceert en verkoopt de firma Kaup jaarlijks voor gerenommeerde aanbieders. Daaronder vallen zo'n 8000 heftruckvorken. Na het lassen waren tot nu toe intensieve handmatige reinigingswerkzaamheden nodig voor een optimale finish. Een unieke installatie van KUKA automatiseert deze taak nu en is daarin de eerste in zijn soort op de markt.
De uitgangssituatie
In Aschaffenburg produceert de firma Kaup op een oppervlak van 43.000 m² de meest uiteenlopende toebehoren voor heftrucks van alle bekende fabrikanten, zoals meervoudige palletdragers, spanarmen, dozen- en vatenklemmen. 8000 gestandaardiseerde heftruckvorken worden geproduceerd met behulp van een lasrobot op een installatie die door KUKA werd ontwikkeld en geïnstalleerd. Door het geautomatiseerde lassen van beide platen met diktes tussen 40 en 80 mm ontstaat het L-vormige ruwe vorkstuk. In de volgende stappen worden de vorken maatvast afgewerkt en worden de laspunten op het einde verfijnd.
De opgave
Het reinigen van de voorbereide ruwe vorken was in het verleden een zware klus, die bij Kaup hoofdzakelijk handmatig door twee medewerkers in wisseldienst werd uitgevoerd. "In 2014 realiseerden wij ons dat het moment waarop beide medewerkers van hun welverdiende pensioen zouden gaan genieten, steeds dichterbij kwam", licht productieleider Ernesto Martin toe. "Vandaag de dag is het vrijwel onmogelijk nog medewerkers te vinden die bereid zijn dag in dag uit een zo zware lichamelijke taak uit te voeren. We hebben het over meer dan 40 vorken per dag! Dat was een van de redenen om het met KUKA, al jarenlang onze partner, te hebben over een geautomatiseerde oplossing.
Een andere reden is dat we de benodigde tijd voor het reinigen in de berekeningen van de cyclustijden – net als veel andere bedrijven – eigenlijk nooit hebben opgenomen. Bij de lasprocessen worden de seconden geteld, maar het handmatige reinigen duurde gewoon zo lang als het duurde. Zo waren deze secundaire werkzaamheden uiteindelijk een knelpunt in de productiecyclus."
De oplossing
Geen eenvoudige opgave, want het gewenste resultaat, waarbij een nabewerking achteraf overbodig is, hangt af van enorm veel parameters, handelingsvolgordes, meetwaarden, gereedschapsslijtageanalyses en ervaringen. KUKA heeft de installatie op basis van de aangeleverde ervaringen van de klant en de eigen automatiseringsspecialisten ontworpen en geïnstalleerd.
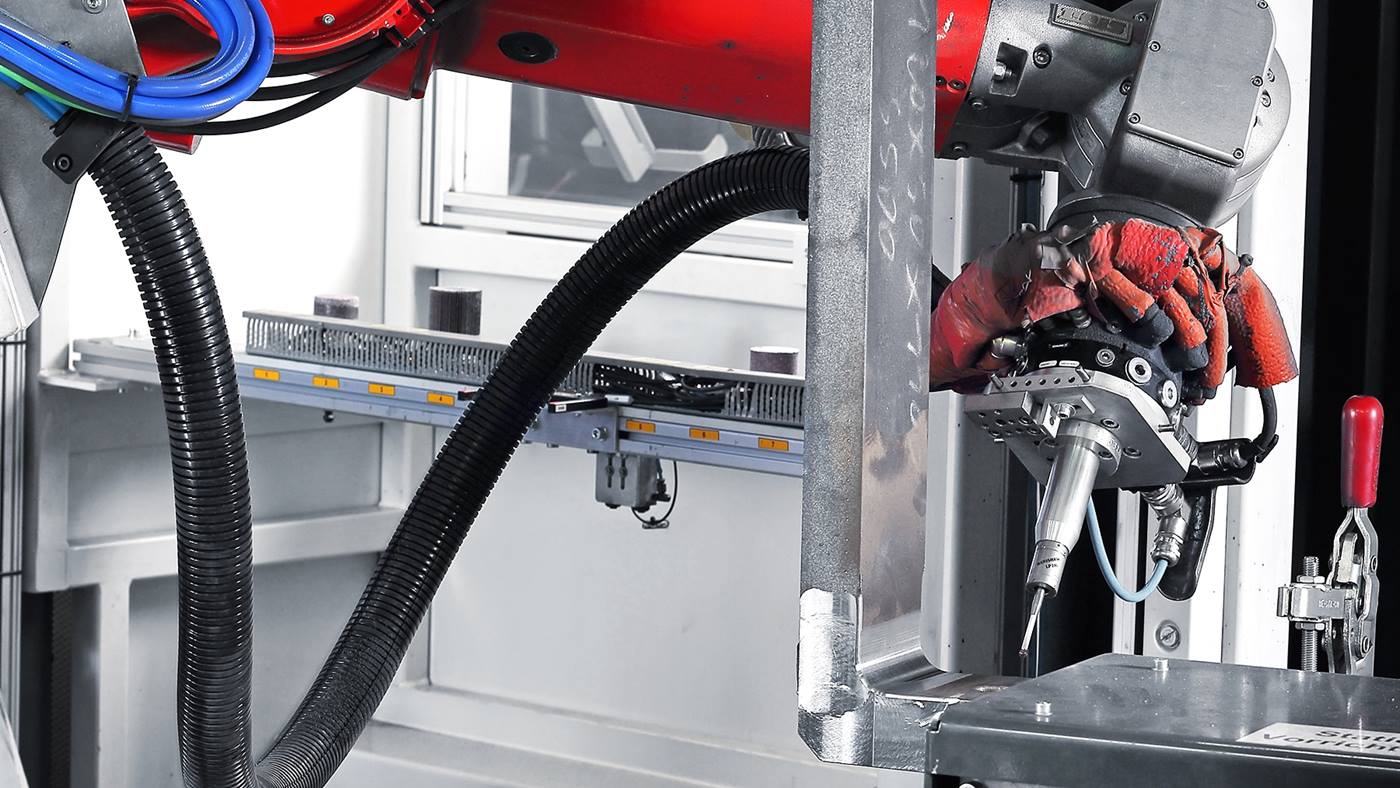
In de installatie met twee stations vormt de robot het centrale element. Met behulp van een gereedschapswisselsysteem is hij in staat alle vereiste reinigingswerkzaamheden uit te voeren. Per station plaatst een werknemer met behulp van een kraan twee ruwe vorken.
Met een meetvoeler die de robot uit het gereedschapswisselstation neemt, worden de actuele waarden van elke vork bepaald.
Bij dergelijke werkstukken zijn bepaalde toleranties in de prefabricage onvermijdelijk, daarom haalt de robot een draadloze meetvoeler uit het gereedschapswisselstation en loopt relevante punten aan. De meetresultaten dienen als correctiewaarde voor het opgeslagen onderdelenprogramma. Een gereedschapswissel vindt dan plaats en de hoekslijper met klepwiel wordt ingezet. Deze wordt net als de volgende gereedschappen met perslucht aangedreven. Zo werken ze flexibeler met het oog op component toleranties. Het programma varieert de aandrukkracht naargelang gereedschap en werkstuk.
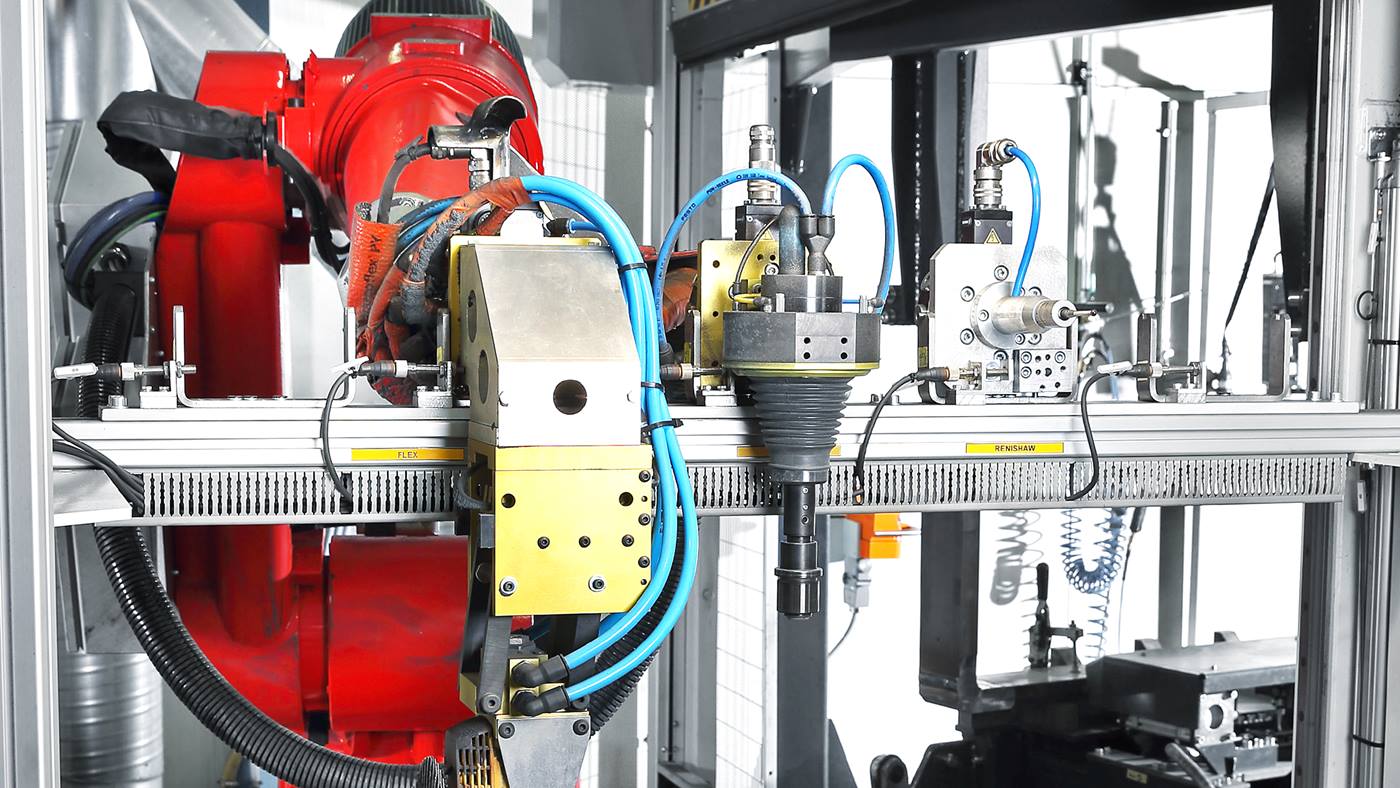
Wanneer de diameter van de slijpsteen door slijtage onder een bepaald minimum komt, wordt deze in het gereedschapswisselstation vervangen door een nieuw exemplaar. Het fijn slijpen aan de binnenste ronding van de vork voert de robot uit met een klepwiel, die hij oppakt nadat hij de slijpsteen heeft teruggelegd.
Referentie-installatie voor KUKA
De nieuwe robotinstallatie verhelpt nu toleranties uit de voorafgaande mechanische bewerking en uit component toleranties met behulp van pneumatisch gereedschap. De grootste uitdaging vormde het vaststellen van de afzonderlijke parameters. Een bij benadering vergelijkbare installatie bestond nog niet en zo ontstonden er ten slotte referentieprogramma's, die Kaup nu met de eigen kennis uitbreidt en aanpast aan andere taken en werkstukken. In de toepassingen zijn gegevens opgeslagen als aanzethoek van het gereedschap, aandrukkracht, toevoersnelheid, schuurafname per cyclus, verwachte werkduur evenals aangepaste oscillerende bewegingen om de poriën van slijpsteen en het schuurpapier vrij te slijpen.
Gereedschapswisselstation met meetinrichting voor het controleren van de diameter van de slijpstenen.
Met behulp van KUKA hebben wij een zeer ongeliefde productiestap, want het is een lichamelijk zware, en luide productiestap, met veel stofontwikkeling geautomatiseerd. Dergelijke reinigingswerkzaamheden hoeven voortaan alleen nog door mensen te worden uitgevoerd als het gaat om uitzonderlijke speciale werkstukken. Tegelijk konden we de snelheid met de nieuwe installatie circa 50 procent verhogen, want een cyclus duurt slechts 8 minuten.