Lots de petites tailles et diversité illimitée de variantes
Le contrôleur KR C4 maîtrise une diversité illimitée
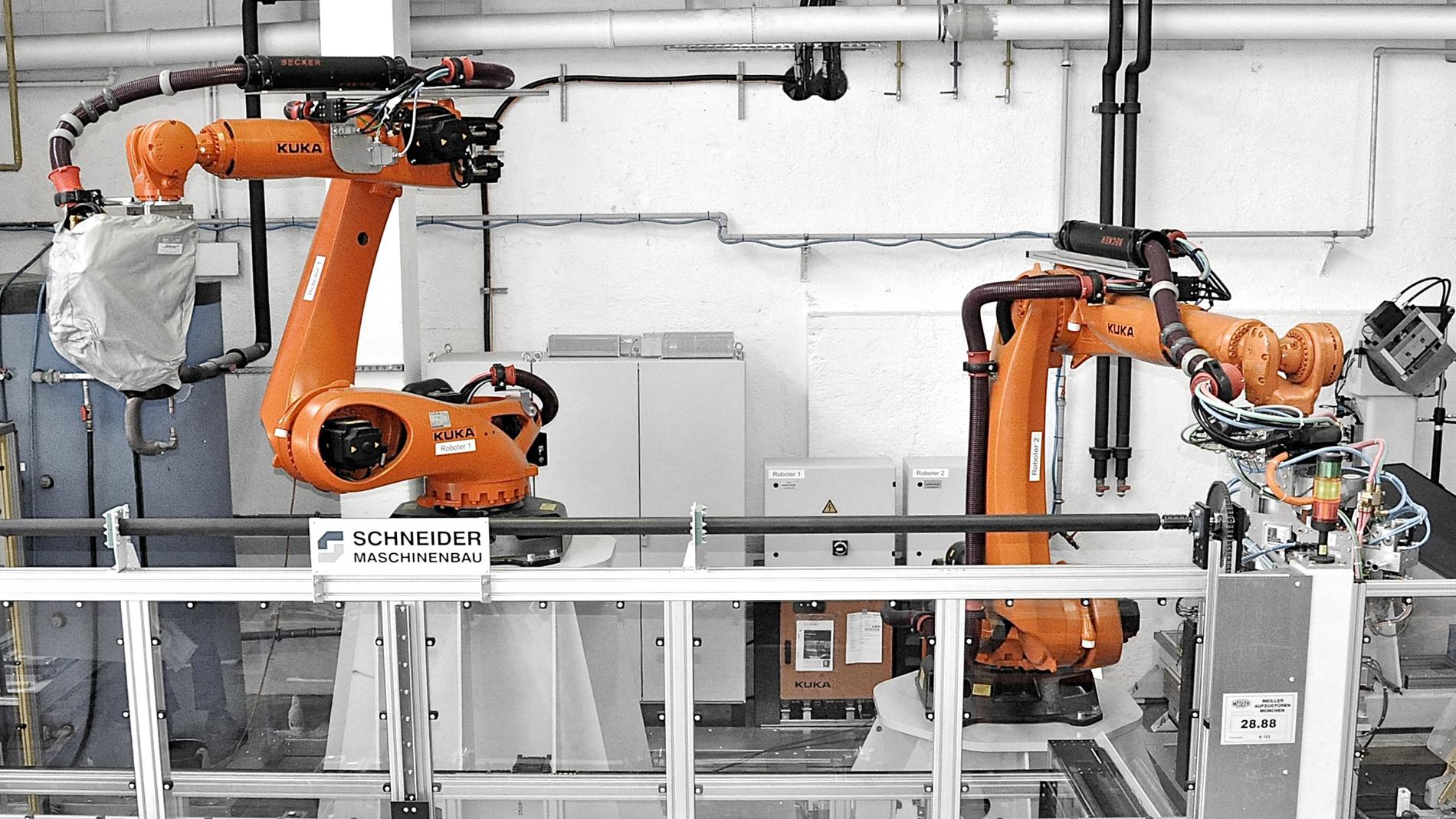
Pendant que l'opérateur, d'un côté de la table de changement, effectue le chargement et la fixation, on ne chôme pas de l'autre côté. Lors d'une première étape, les deux KR QUANTEC commencent les soudages. Le robot 1, monté sur un socle pour une portée maximum et doté d'une pince de soudage spéciale, se charge du soudage par bossages. Ainsi, le KR QUANTEC peut assembler simultanément le haut et le bas de la coque extérieure avec la glissière extérieure.
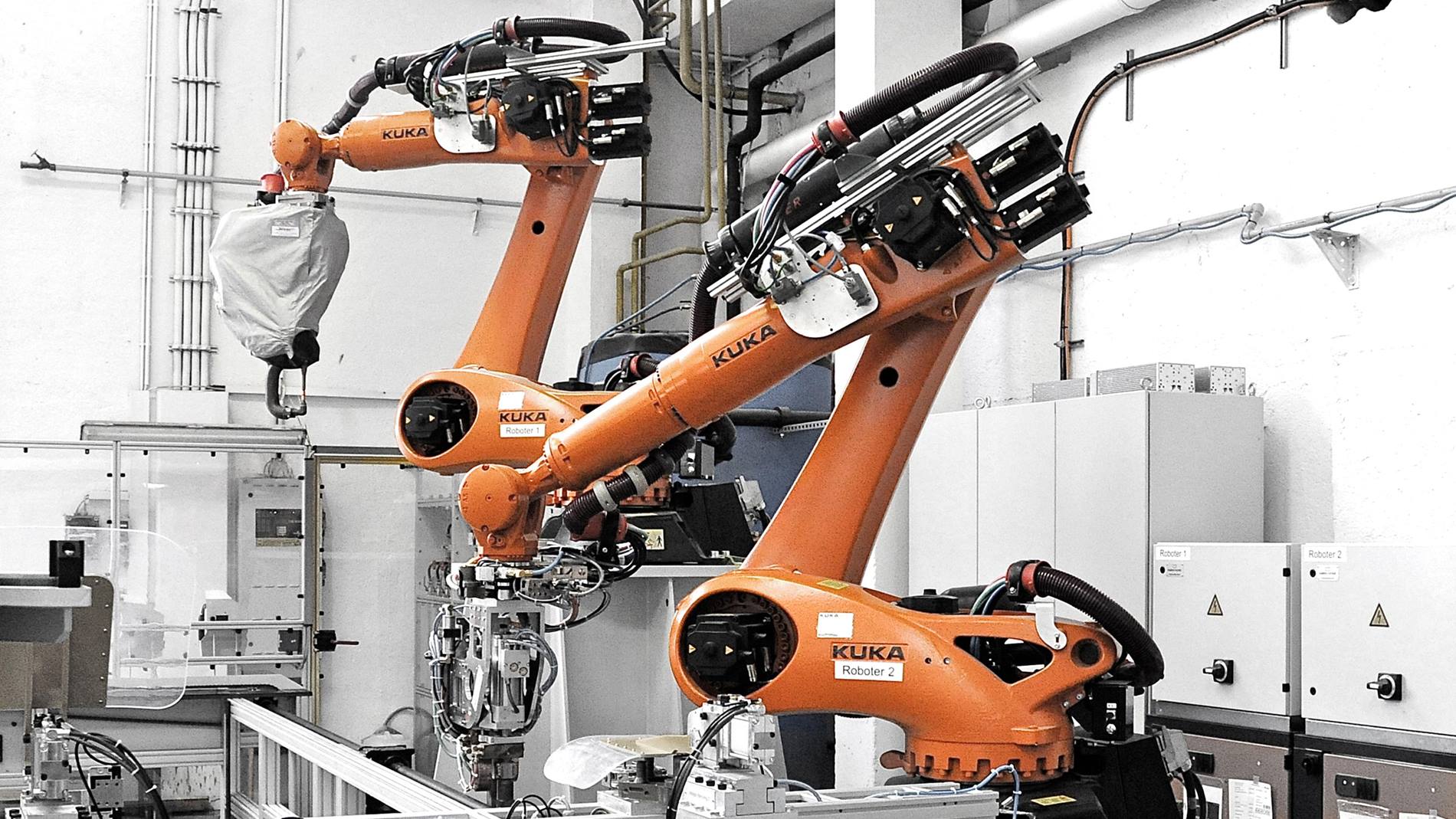
Le robot 2, également monté sur socle, se charge parallèlement du soudage par points du rail en U ouvert avec le côté inférieure du vantail de la porte. Cette opération est plus rapide que le soudage par bossages. Pendant que le robot 1 soude encore, le robot 2 remplace rapidement sa pince de soudage par un préhenseur à ventouse avec un système automatique de changement d'outil de Stäubli Connectors. Il devient ainsi un spécialiste de la manipulation.
Dès que tous les soudages par bossages sont terminés, le robot 2 prélève le vantail de porte et l'amène à la station de poinçonnage où plusieurs rangées de trous y seront faites. Après le poinçonnage, le robot amène le vantail de porte à une presse qui comprime légèrement les tôles dépassant afin d'éviter tout risque de blessure. Le travail du robot se termine avec la dépose sur une palette du vantail de porte, prêt au montage sans aucun travail postérieur.
Pour maîtriser la diversité illimitée au niveau de la fabrication, Meiller Aufzugtüren mise de façon conséquente sur des programmes d'usinage paramétrés. Lors du démarrage de l'installation, l'opérateur sélectionne uniquement le matériel (acier inox, acier galvanisé électrolytiquement ou à chaud) ainsi que la longueur et la largeur du vantail de porte. Le contrôleur de robot se charge du reste. Le KR C4 ne calcule pas uniquement les déplacements du robot et la surveillance anticollision mais également les paramètres et la position de chaque point de soudage, le nombre et la position des poinçonnages nécessaires ainsi que la position des dispositifs de fixation.