Kleinste Losgrößen und endlose Variantenvielfalt
KR C4 Steuerung beherrscht grenzenlose Vielfalt
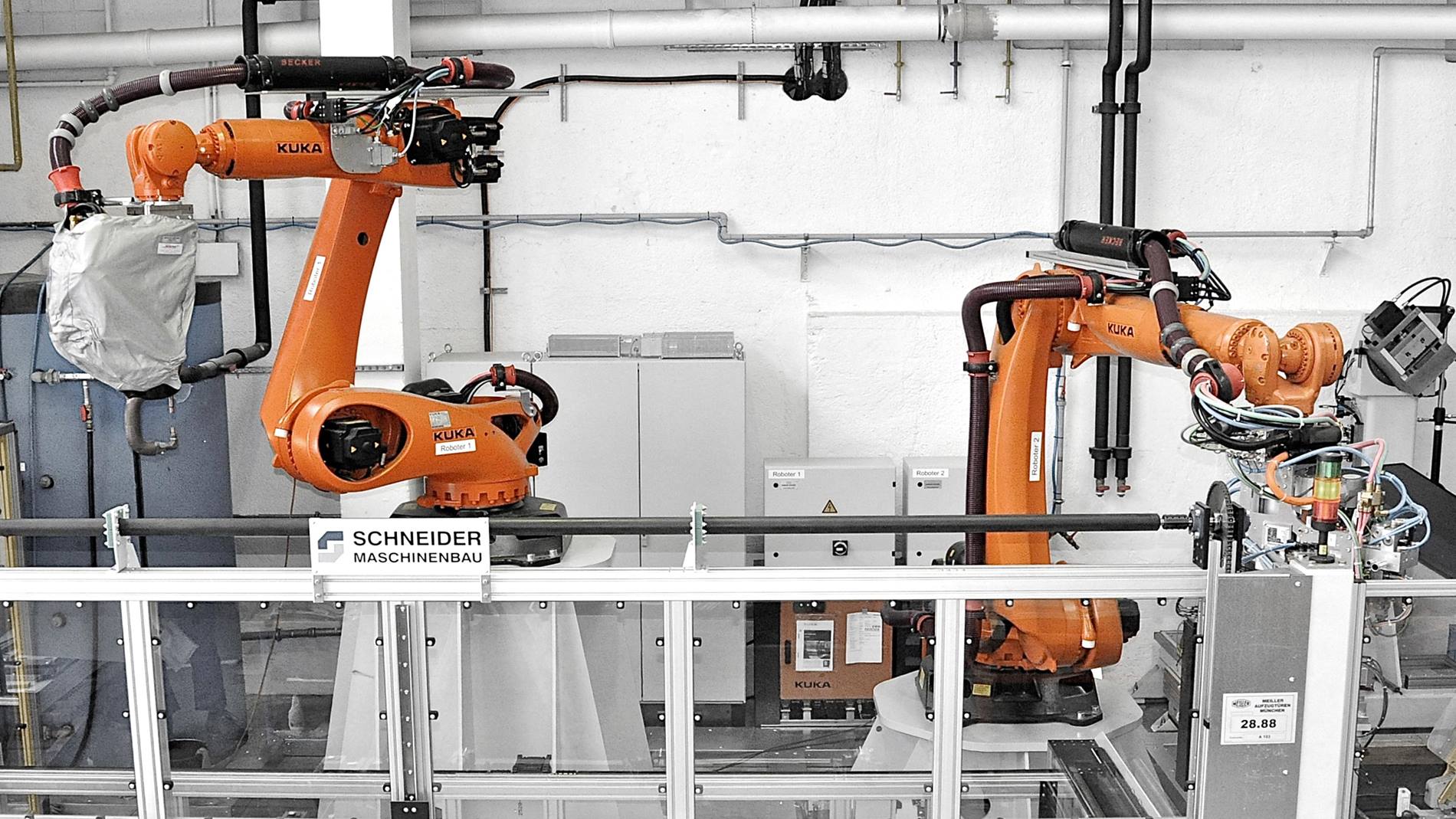
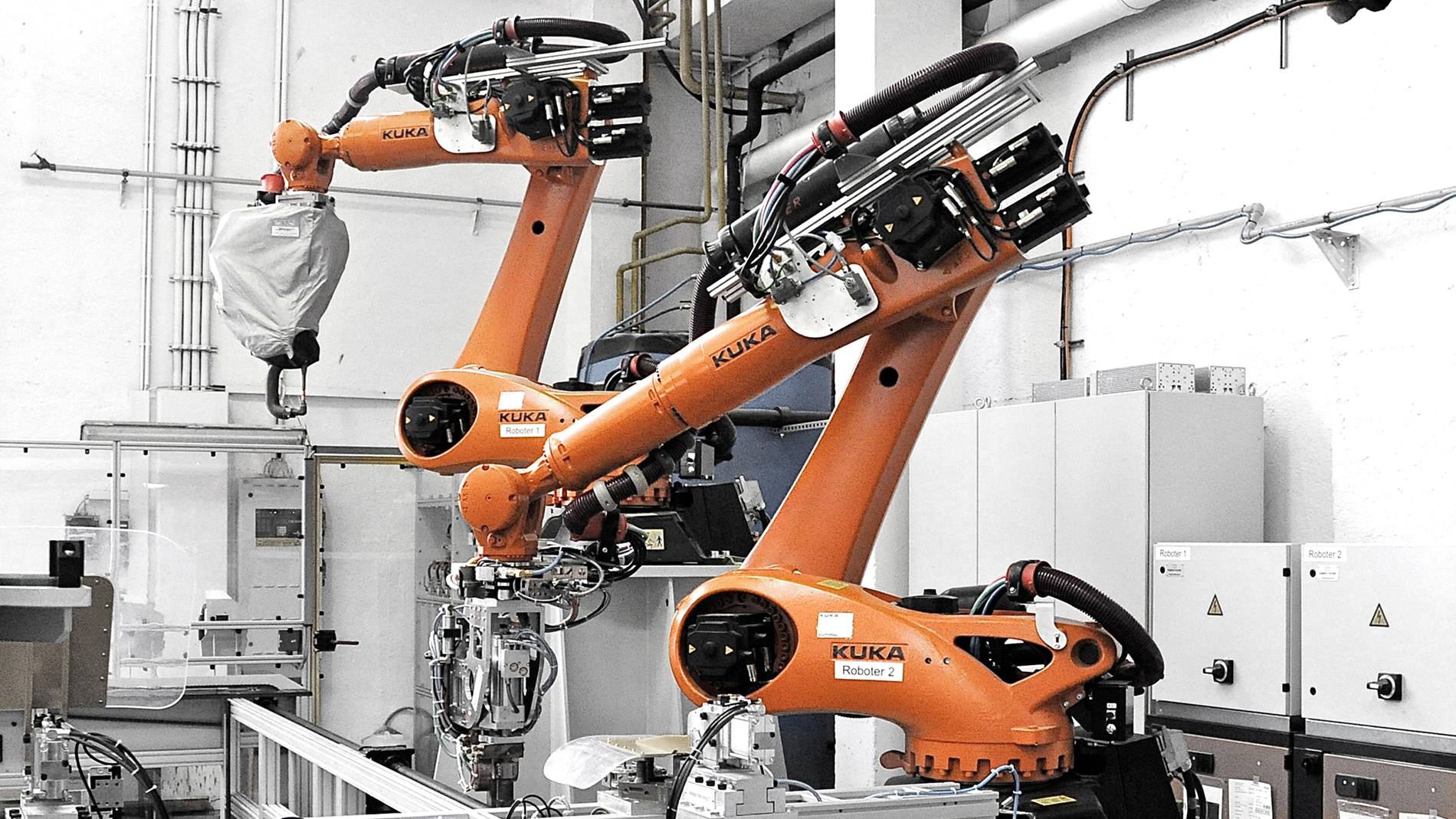
Während der Bediener auf der einen Seite des Wechseltisches mit dem Bestücken und Spannen beschäftigt ist, geht es auf der anderen Seite bereits zur Sache: Im ersten Schritt beginnen beide KR QUANTEC mit den anstehenden Schweißungen. Roboter 1, für maximale Reichweite auf einem Sockel montiert und mit einer Spezialschweißzange ausgestattet, erledigt das Buckelschweißen. Damit kann der KR QUANTEC die Außenschale gleichzeitig oben und unten mit der Außenschiene verbinden.
Parallel dazu übernimmt der ebenfalls sockelmontierte Roboter 2 das Punktschweißen der offenen U-Schiene mit der Unterseite des Türblattes. Der Vorgang ist schneller erledigt als das Buckelschweißen und während Roboter 1 noch schweißt, tauscht Roboter 2 seine Schweißzange über ein automatisches Werkzeugwechselsystem von Stäubli Connectors rasch gegen einen Vakuumgreifer und wird damit zum Handhabungsspezialisten.
Sobald alle Buckelschweißungen abgeschlossen sind, entnimmt Roboter 2 das Türblatt und fährt damit zur Stanzstation, an der verschiedene Lochreihen eingebracht werden. Nach dem Stanzen bringt der Roboter das Türblatt zu einer Presse, die an einer Ecke die überstehenden Bleche leicht zusammendrückt, um Verletzungsgefahren auszuschließen. Der Job des Roboters endet mit dem Ablegen des ohne weitere Nacharbeit montagefertigen Türblatts auf einer Palette.
Um die grenzenlose Vielfalt fertigungstechnisch beherrschen zu können, setzt Meiller Aufzugtüren konsequent auf parametrisierte Bearbeitunsprogramme. Der Bediener wählt zum Anlagenstart nur das Material – Edelstahl, eloverzinkter oder feuerverzinkter Stahl – sowie Länge und Breite des Türblattes. Alles andere ist Sache der Robotersteuerung. Die KR C4 errechnet nicht nur die Roboterbewegungen inklusive Kollisionsüberwachung, sondern auch Parameter und Position jedes einzelnen Schweißpunktes, die Zahl und Position der erforderlichen Stanzungen sowie die Lage der Spannvorrichtungen.