Kích thước lô nhỏ nhất và vô số biến thể
Bộ điều khiển KR C4 làbậc thầy đa dạng không giới hạn
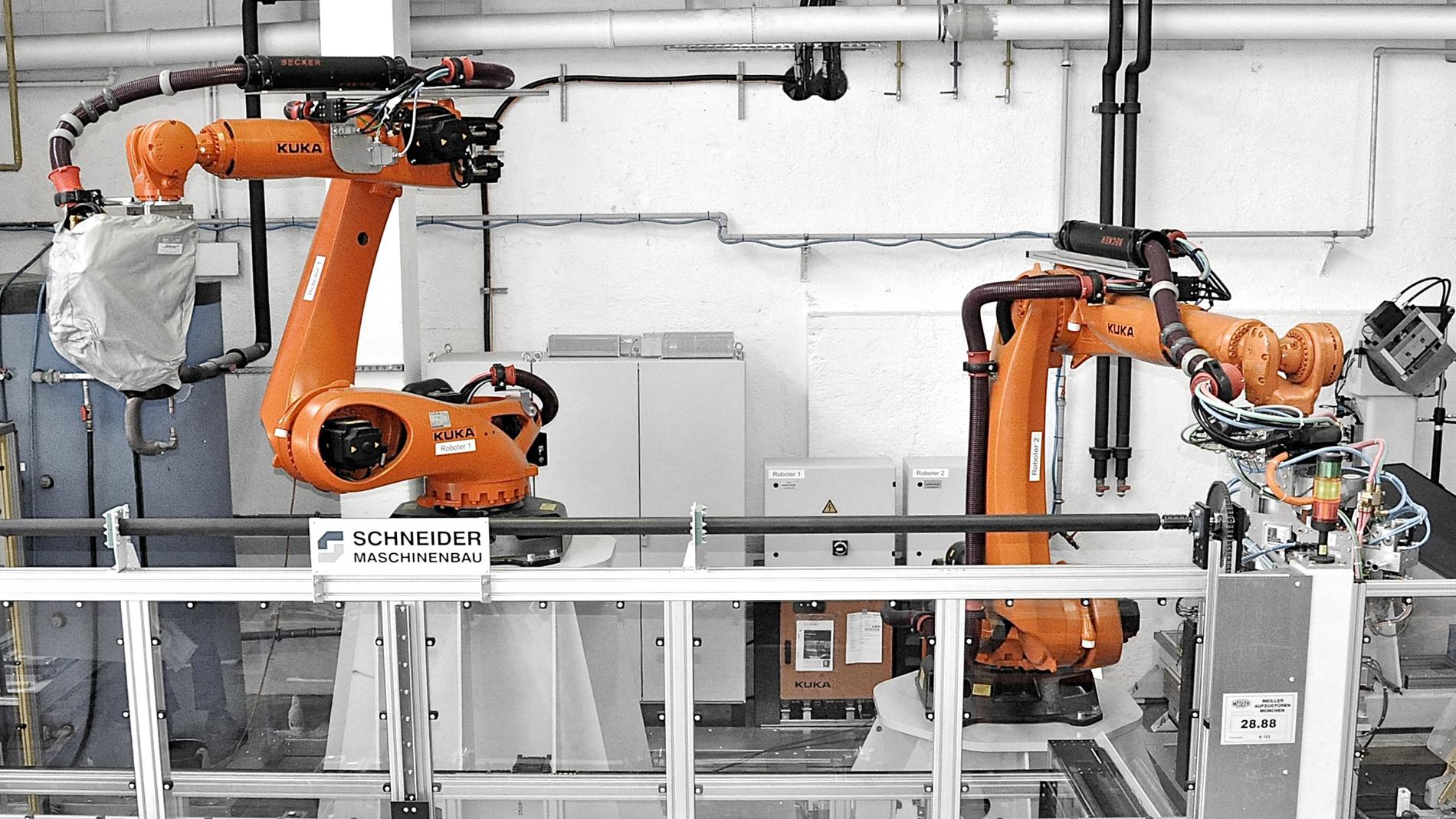
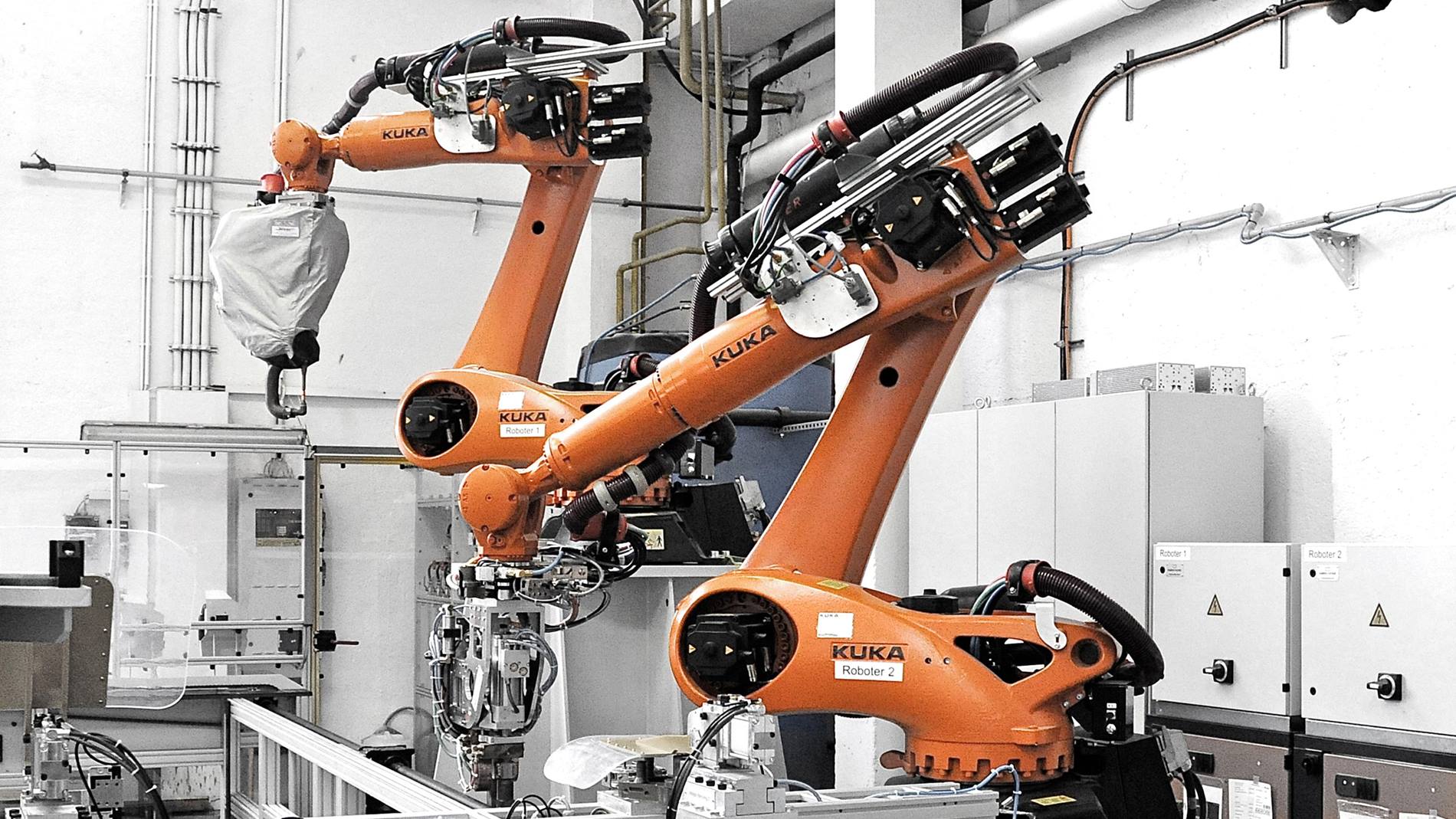
Trong khi nhân viên vận hành còn đang xếp hàng và kẹp ở một bên của bàn thay đồ, mọi thứ đã bắt đầu hoạt động ở phía bên kia: Trong bước đầu tiên, cả hai KR QUANTEC bắt đầu các mối hàn đang chờ xử lý. Rô-bốt 1, được gắn trên đế để đạt được tầm với tối đa và được trang bị kẹp hàn đặc biệt, thực hiện việc hàn chiếu. Điều này cho phép KR QUANTEC kết nối vỏ ngoài với thanh ray ngoài ở trên và dưới cùng một lúc.
Đồng thời, rô-bốt 2, cũng được lắp trên đế, đảm nhận công việc hàn điểm của thanh ray chữ U mở với mặt dưới của tấm cửa. Quá trình này được thực hiện nhanh hơn so với hàn chiếu và trong khi rô-bốt 1 vẫn đang hàn, rô-bốt 2 nhanh chóng trao đổi kẹp hàn của mình cho một bộ kẹp chân không bằng cách sử dụng hệ thống thay đổi công cụ tự động của Stäubli Connectors, biến nó thành một chuyên gia xử lý.
Ngay sau khi tất cả các mối hàn chiếu đã được hoàn thành, rô-bốt 2 sẽ tháo tấm cửa và đưa nó đến trạm đục lỗ, nơi tạo ra nhiều hàng lỗ khác nhau. Sau khi đục, rô-bốt đưa tấm cửa đến một máy ép để ép nhẹ tấm kim loại nhô ra ở góc để loại trừ nguy cơ bị thương. Công việc của rô-bốt kết thúc khi tấm cửa đã sẵn sàng để lắp ráp trên một tấm nâng mà không cần giai công lại thêm.
Để có thể làm chủ được sự đa dạng vô hạn về công nghệ sản xuất, cửa thang máy Meiller luôn dựa vào các chương trình xử lý tham số hóa. Khi khởi động hệ thống, nhân viên vận hành chỉ chọn vật liệu - thép không gỉ, thép mạ kẽm elo hoặc mạ kẽm nhúng nóng - cũng như chiều dài và chiều rộng của tấm cửa. Mọi thứ khác tùy thuộc vào bộ điều khiển rô-bốt. KR C4 không chỉ tính toán các chuyển động của rô-bốt bao gồm giám sát va chạm mà còn tính toán các thông số và vị trí của từng điểm hàn riêng lẻ, số lượng và vị trí của các lỗ đục cần thiết và vị trí của các thiết bị kẹp.