You are using Internet Explorer and will not be able to use our website properly. Please change to an up-to-date browser for ideal presentation of the website.
Robot deployed in manufacturing cell to load milling machine automatically
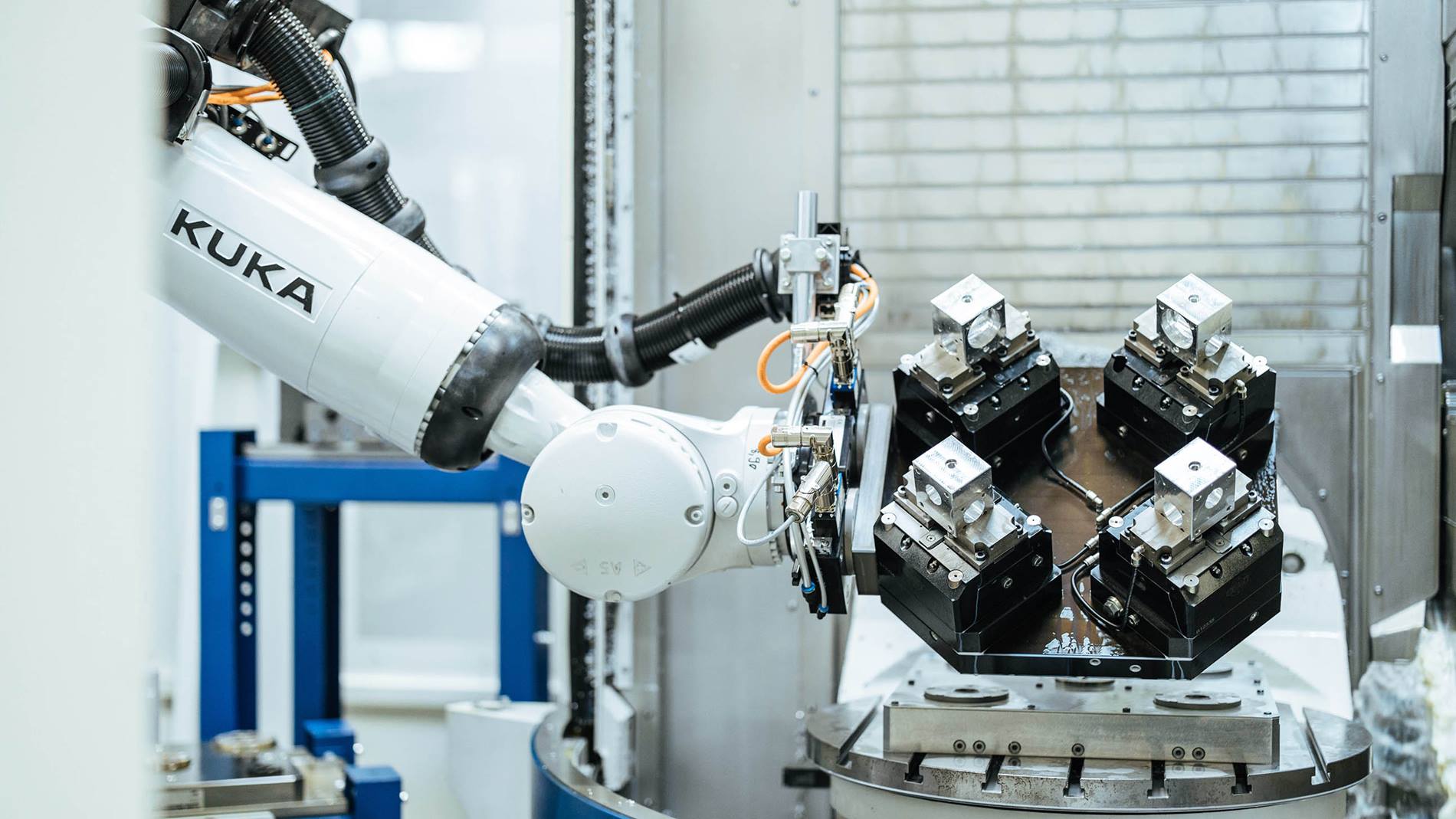
At Austrian screw jack manufacturer ZIMM, a KUKA robot is used for loading the milling machine in a modular cell in which 30 different component types are produced – including automated finishing of the workpieces.
KUKA loading robot automates production of premium screw jacks
Whether operating beneath the lifting platform in auto repair shops or bridging height differences found in industrial conveyor systems, screw jacks from manufacturer ZIMM perform most of their work unseen. Production of the screw jacks at the company’s headquarters, however, is a real eye-catcher. A five-axis milling machine from GROB ensures that aluminum and cast iron cubes of different sizes are turned into high-precision components. The machine tool is part of a modular manufacturing cell in which a loading robot from KUKA has the job of automatically loading the milling machine and a KR AGILUS is responsible for automated finishing of the workpieces.
In the cell, KUKA robots are responsible for loading the milling machine and automatically finishing the workpieces.
Robots load the milling machine and carry out the automated finishing of the workpieces
“Previously, the workpieces were, for the most part, clamped manually on pallets,” explains Marcel Haltiner, Head of Automation at Vischer & Bolli GmbH. “That was time-consuming and costly.” In order to make production at ZIMM more efficient and, at the same time, more productive, the companies Vischer & Bolli and HBI Robotics jointly developed a modular robot cell equipped with a KR QUANTEC and a KR AGILUS from KUKA. The robots load the five-axis milling machine and carry out the automated finishing of the workpieces, including offloading of the completed screw jack components.
Mechanical assistant: the KR QUANTEC as a loading robot in the automation cell.
Loading robot and manufacturing cell increase productivity and efficiency
Instead of clamping machine pallets by hand, as before, employees now load trays within a lift system. The four-meter-high tower is used for storing raw materials and finished end products, along with the clamping fixtures and, if necessary, tools. The work then begins for the connected robot cell. A KR QUANTEC robot of type KR 240 R2900 ultra first removes the trays loaded with blanks from the lift system and places them on an attached table. The robot then automatically positions four blanks in a fixture and places them in the milling machine.
Raw materials in, finished workpiece out: an employee at ZIMM loads the trays in a lift system.
Modular cell for fully-automated production
The modular cell makes cost-effective production possible with a batch size of one or more
“The machine can produce about 30 different components made of aluminum and cast iron in batch sizes of 1 to 200,” explains Marcel Haltiner. He also adds: “By loading the fixture outside the machine, we avoid unnecessary downtime. And by having the robot only load and unload the filled fixtures, we can make the entire process even more efficient.”
While the milling machine works on the four workpieces, the KR QUANTEC loads blanks into another fixture. Once the components have been machined on both sides, being turned over automatically, the robot then places the components on the finishing station in the cell. There, a KR AGILUS robot of type KR 10 R900-2 deburrs and cleans them.
The KUKA loading robot clamps four workpieces in the fixture in order to load the milling machine automatically.
Unmanned shifts increase competitiveness
Once a component has passed through all the steps, the KUKA robot sorts it back into its place on the tray, which is then parked in the lift system. The employees remove the finished products at the opposite side. For ZIMM, the robot cell represents an enormous advance in the production processes. “Among other things, the automation allows us to produce in unmanned shifts at night and on the weekends – which increases our productivity and competitiveness,” says Hardy Ponudic, Head of Production at ZIMM.
Automated finishing of the workpieces is performed by a KR AGILUS from KUKA.
A robot loads the milling machine, the employees invest their time in value-adding activities
What was previously performed manually with a high personnel and time requirement, is now done by the robots in the cell. The shortage of skilled workers is also making it more and more difficult for ZIMM to find qualified employees. Thanks to the automation, employees who, for the most part, previously loaded the magazine of the milling machine can now be deployed in other areas where they can concentrate on value-adding activities. “Our solution largely runs without any further intervention and relieves employees of less demanding tasks such as the clamping and unclamping of workpieces,” says Marcel Haltiner.
Following automated finishing, the KUKA KR QUANTEC loading robot returns the workpieces to the material lift.
Central host computer system, unlimited possibilities
All processes within the cell are controlled by a host computer, which can also be integrated into the ERP system. For example, it handles order management and workpiece coordination, controls peripheral devices and provides information on current and upcoming processes. Because of the modular design of the cells, Haltiner sees almost unlimited possibilities for use: “Whether for machinery, mold and die production, medical technology or the automotive sector, we basically open up the possibility of automation for every machining company.”
The automation cell is controlled by the host computer (on the left in the photo: Marcel Haltiner, Head of Automation at Vischer & Bolli GmbH, on the right: Hardy Ponudic, Head of Production at ZIMM).
The automation allows us to produce in unmanned shifts at night and on the weekends – which increases our productivity and competitiveness.