摩擦撹拌接合
摩擦撹拌接合は、低融点の非鉄金属や金属混合接合に最適な接合方法です。
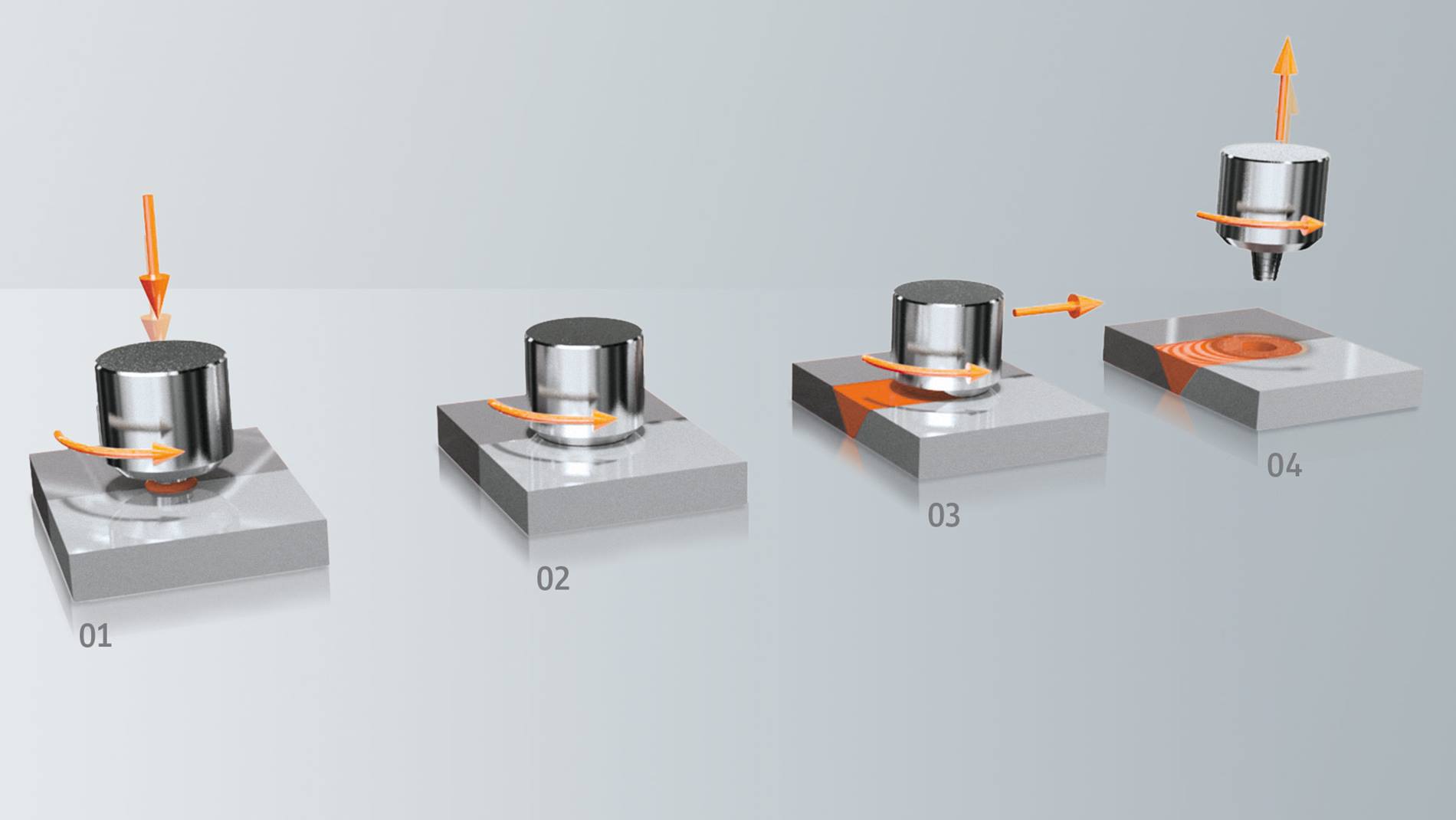
摩擦攪拌接合には、従来の接合プロセスにはない多くの利点がある。
-

最高の溶接品質
-

経済効率
-

グリーン・テクノロジー

-
-
高出力エレクトロニクスまたは携帯電話ケーシング用冷却システム等の複合的3Dシームの経済的接合
-
アルミニウムプレートまたは形鋼からなる金型部品
-
変圧器およびバッテリーの高電導度接続
-
様々な組み合わせ材料の接合 – 代表的なもの:アルミニウム合金、銅合金およびマグネシウム合金
-
-
-
冷却システム、ボディおよびドライブトレーンの構成部品、ならびにEモビリティコンポーネント等の複合的3Dシームの経済的接合
-
一般的な4000/5000/6000番台アルミニウム合金や、例えば、 アルミニウムパネル、連続鋳造形鋼および金型部品等の溶接が難しい組み合わせ材料の接合
-
-
-
航空機胴体部品またはロケットコンポーネント等の高信頼で高気密性のシームの接合
-
低接合温度による低熱変形および特殊な表面特性ならびに超高レベルの材料特性(例えば、引張強さ)
-
代表的な材料:2000番台および7000番台の超硬アルミニウム合金
-
-
- 高速鉄道の側壁およびルーフアッセンブリーならびにアルミニウムプレートおよび形材(二重壁プレート)の接合
- FSWポータルシステムとその他の加工プロセス(例えば、フライス加工およびボーリング加工)の組み込みによる高経済性接合
- 代表的な材料:6000番台アルミニウム合金
Webinars: Efficiently Automating High-End Joining Processes
Expand your knowledge of rotational friction welding, agitation friction welding, and magnetic arc welding. Learn through practical examples, applications, and specific automation solutions for your production.