Zgrzewanie tarciowe z przemieszaniem: metoda
W przypadku zgrzewania tarciowego z przemieszaniem (po angielsku: Friction Stir Welding) wirujący trzpień jest prowadzony między powierzchniami styku wzdłuż obrabianych elementów. Ciepło powstające w wyniku tarcia plastyfikuje materiał i elementy zostają ze sobą zgrzane.
Metoda ta jest szczególnie korzystna w przypadku łączenia metali nieżelaznych o niskiej temperaturze topnienia oraz tworzenia połączeń mieszanych. W procesie zgrzewania tarciowego z przemieszaniem można łączyć ze sobą nawet materiały trudne do zgrzania lub materiały różnych gatunków, takie jak aluminium, magnez, miedź, tytan lub stal.
Szerokie spektrum zastosowań
-
Przemysł ogólnie
-
Ekonomiczne spajanie poprzez wykonanie kompleksowych zgrzewów 3D, np. w układach chłodzenia urządzeń elektronicznych o dużej wydajności lub w przypadku obudów telefonów komórkowych.
-
Elementy odlewane z płytkami aluminiowymi lub profilami
-
Złącza o dużym przewodnictwie w transformatorach i bateriach
-
Łączenie ze sobą różnych materiałów — zazwyczaj są to stopy aluminium, miedzi i magnezu.
-
Przemysł samochodowy
-
Ekonomiczne spajanie poprzez wykonanie kompleksowych zgrzewów 3D, np. w przypadku podzespołów układu chłodzenia, elementów karoserii i układu napędowego , a także komponentów z zakresu elektromobilności.
-
Łączenie typowych stopów aluminiowych 4000 / 5000 / 6000 oraz trudnych do zgrzania połączeń materiałów, takich jak blacha aluminiowa, profile wykonane metodą odlewania ciągłego i elementy odlewane
Dowiedz się więcej o automatyce w przemyśle samochodowym
-
Lotnictwo i kosmonautyka
-
Tworzenie niezawodnych złączy i gazoszczelnych szwów, np. elementów kadłubów samolotów lub komponentów rakiet
-
Niewielkie odkształcenie termiczne i specyficzne właściwości powierzchni oraz właściwości materiału (np. wytrzymałość na rozciąganie) na bardzo wysokim poziomie dzięki niskiej temperaturze spajania.
-
Typowe materiały: Wysokowytrzymałe stopy aluminiowe z serii 2000 i 7000
-
Budowa pojazdów szynowych
- Łączenie ścian bocznych i podzespołów dachowych w pociągach szybkobieżnych oraz płyt i profili aluminiowych (płyty o podwójnych ścianach)
- Wyjątkowo ekonomiczne spajanie dzięki systemom portali FSW oraz integracji innych procesów obróbczych, np. frezowania i wiercenia
- Typowe materiały: Stopy aluminiowe z serii 6000
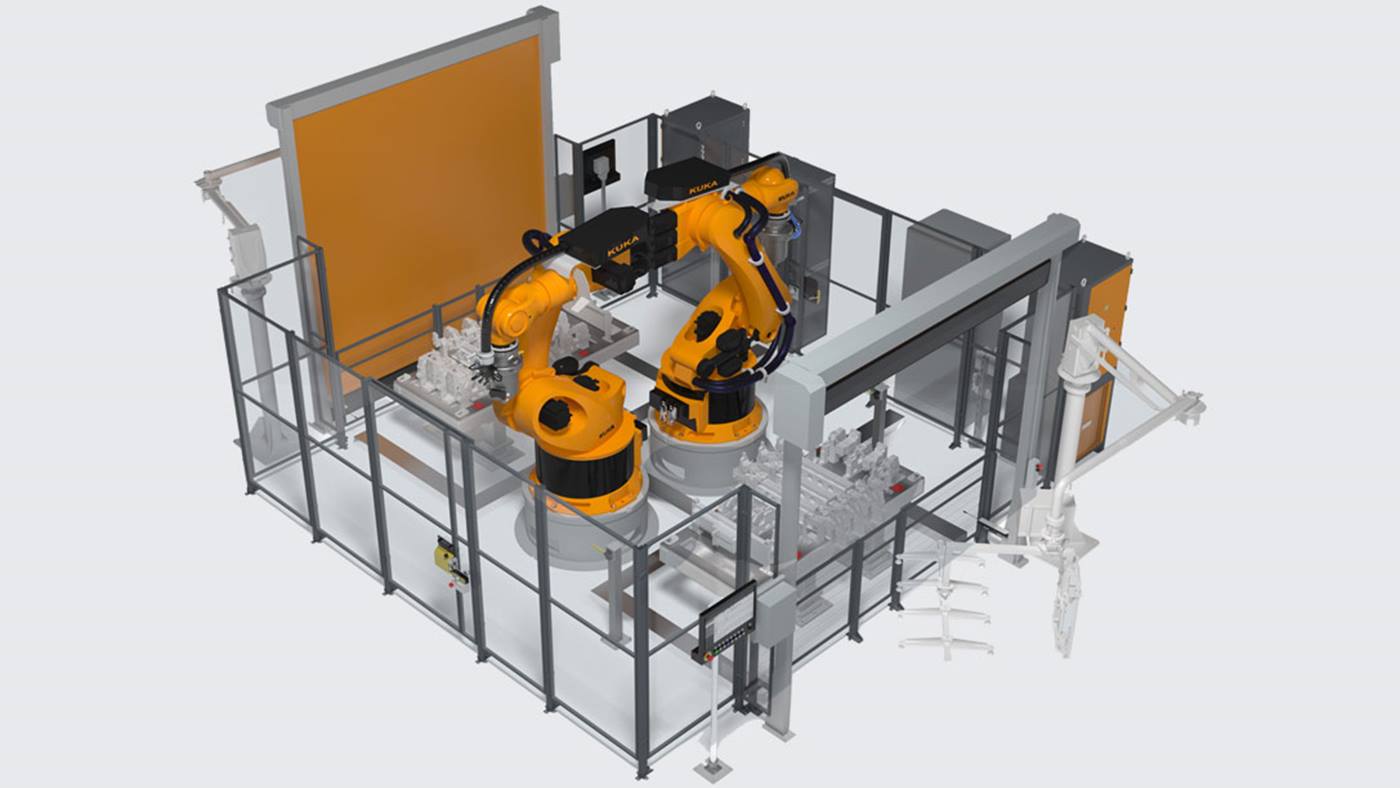
Firma KUKA oferuje całą paletę usług związanych ze zgrzewaniem tarciowym z przemieszaniem: od analiz wykonalności i procesów, poprzez zgrzewania próbne, dobór narzędzi, optymalizację parametrów, aż po projekt koncepcyjny, wykonanie i dostawę urządzeń.