La situación de partida
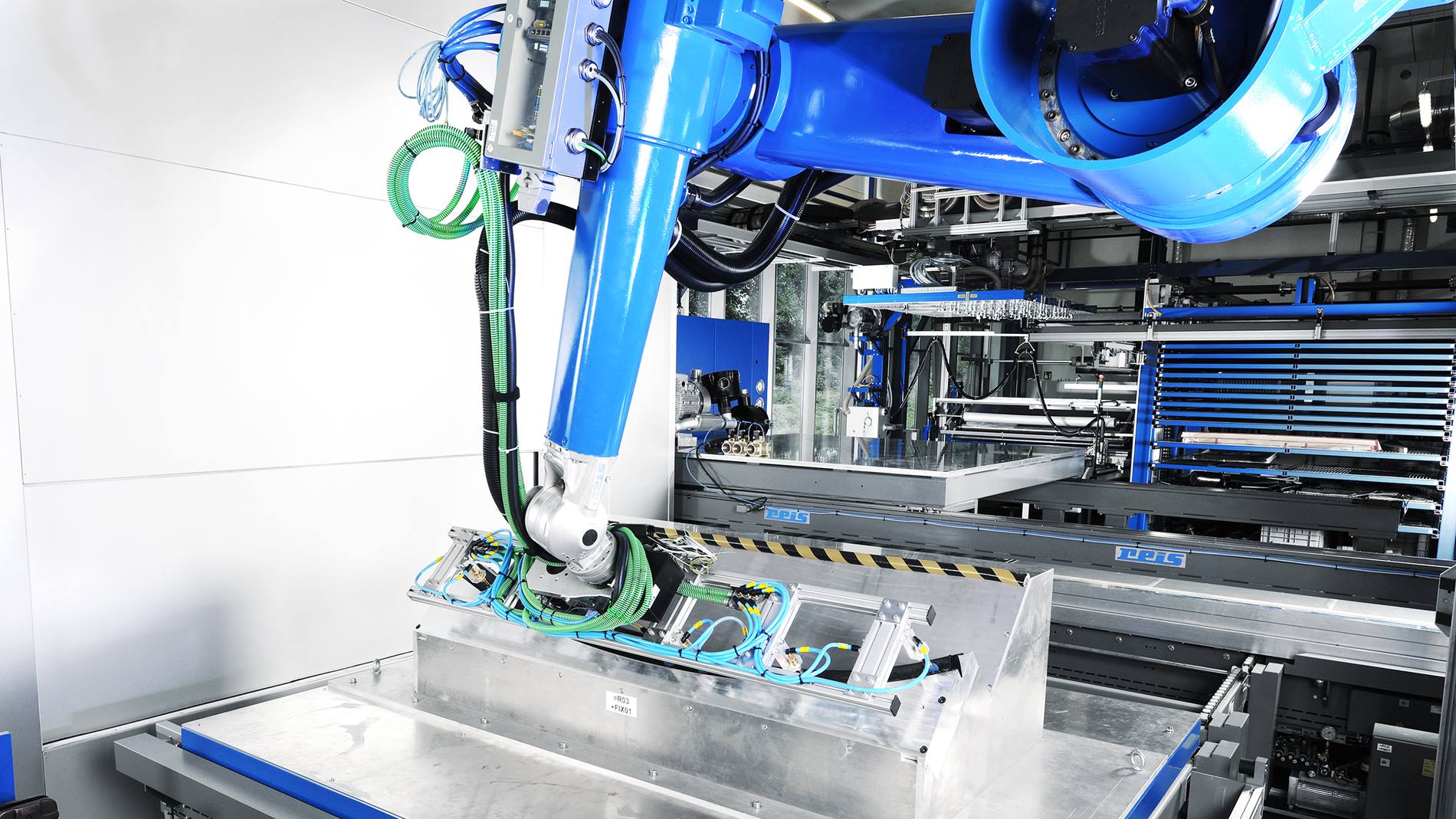
El Centro Alemán de Aeronáutica y Navegación Espacial (DLR) se ha fijado el objetivo de desarrollar tecnologías de producción eficientes para componentes de CFRP. En una nueva línea de producción de 45 metros de longitud se producen componentes de CFRP, como cuadernas, de manera totalmente automatizada. De momento, la fabricación de componentes de CFRP para aviones sigue siendo muy cara e implica un gran esfuerzo manual. El DLR, como una auténtica instalación de investigación, quiere cambiar esto de cara a las futuras generaciones de aviones.
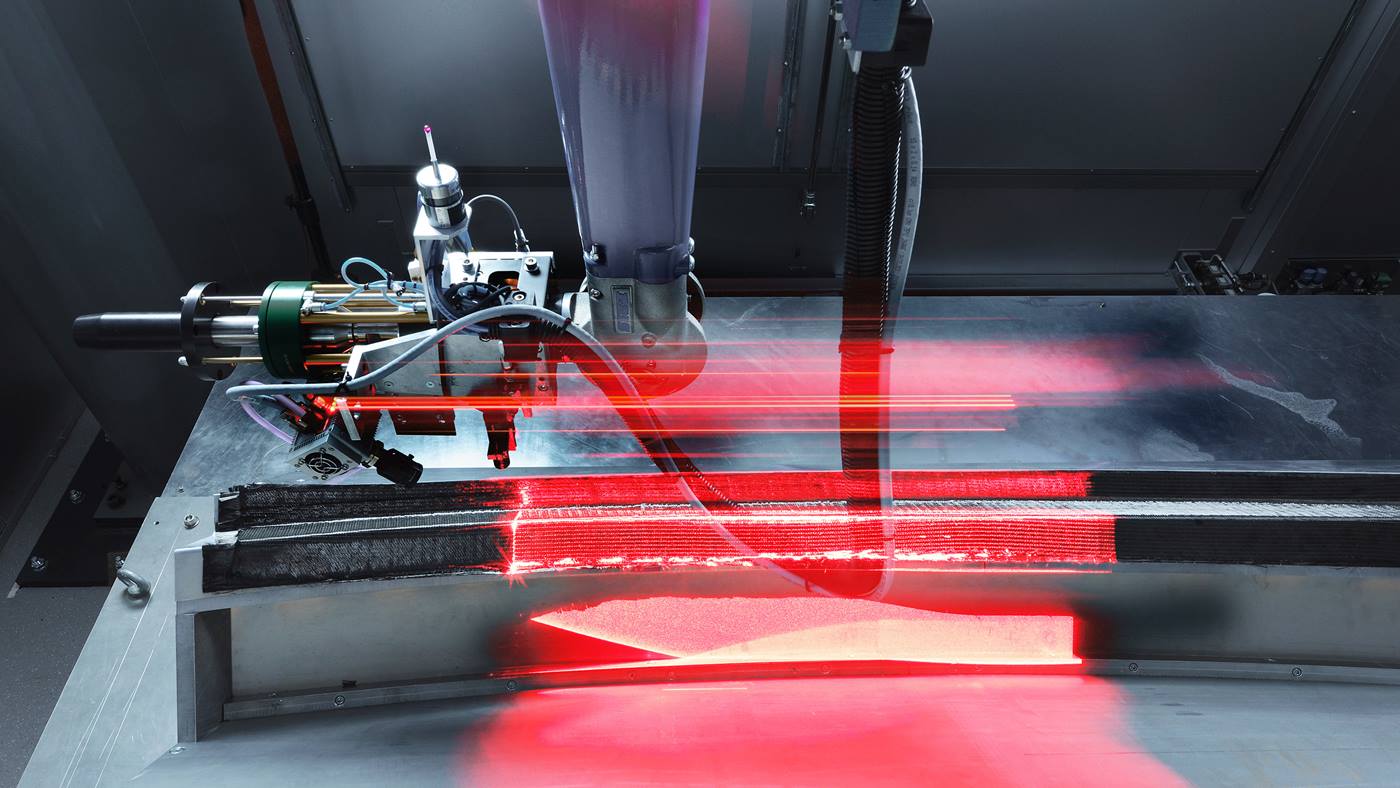
El CFRP es ligero y estable y, sin embargo, satisface las exigencias más elevadas de los fabricantes de aviones si toda la secuencia del proceso y, con ello, la calidad pueden reproducirse. Por eso, al contrario que el aluminio, el CFRP es adecuado para calidades muy diferentes, por ejemplo cuando las direcciones de las fibras no se trazan de manera óptima o la humedad penetra en la unión a través de los bordes de corte. Además, en el material no se aprecian los daños mecánicos desde fuera. Por esa razón, durante la fabricación debe reinar la más elevada precisión.
El sistema debe ser flexible ya que se trata de una labor de investigación y no de una verdadera producción en serie. Era muy importante que tanto el concepto del sistema como la programación fueran lo más abiertos posible. El cambio de herramientas debía funcionar de forma rápida y sencilla y la programación del robot tenía que ser intuitiva. Los estudiantes deberían ser capaces de realizar nuevas tareas/productos en el sistema tras un corto periodo de formación. Esto también es importante para la aplicación práctica, puesto que un avión comercial de tamaño medio dispone de unos 140 segmentos de cuaderna de los cuales tan solo dos son idénticos.
Tras este paso de moldeado, el robot de concatenación traslada la preforma consolidada a la herramienta de la estación de corte de bordes fino que se encuentra a continuación. El robot de concatenación se mueve a lo largo de un eje lineal elevado para permitir la mayor libertad de movimiento posible en la nave. El robot enlaza cada una de las estaciones del proceso. La programación de la trayectoria del robot correspondiente se realiza offline mediante datos CAD del módulo y el software de programación de trayectoria fastCURVE de la casa Cenit. Mediante una interfaz adecuada, la unidad de control del ROBOTstarV de Reis permite una trayectoria muy precisa y fluida, ya que no solo se traza de forma «angular» de punto a punto. De esa manera, más adelante también se puede desplazar una trayectoria programada a un valor determinado.
La programación de la trayectoria del robot correspondiente se realiza offline mediante datos CAD del módulo y el software de programación de trayectoria. Mediante una interfaz adecuada, la unidad de control del ROBOTstar de KRC permite una trayectoria fluida y muy precisa. De esa manera, más adelante también se puede desplazar una trayectoria programada a un valor determinado. Gracias a la selección óptima de la herramienta de corte, es posible realizar cortes muy precisos con una cuchilla por ultrasonido sin influir en el material circundante.