The initial situation
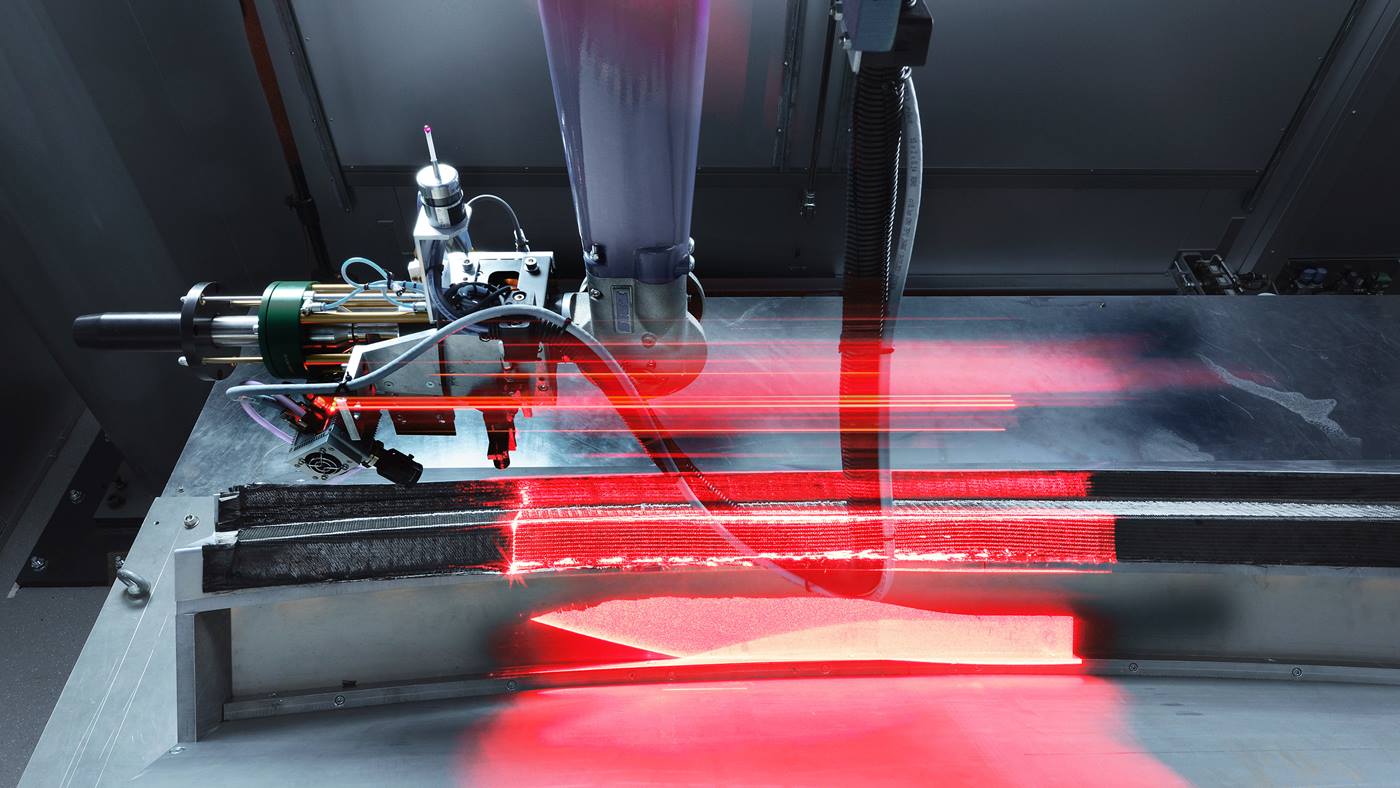
The German Aerospace Center (DLR) set itself the goal of developing efficient production technologies for CRP components. CRP parts – such as aircraft frames – are produced fully automatically on a new production line measuring 45 meters in length. Manufacturing aircraft components from CRP is still very expensive and requires a high degree of manual labor. As a dedicated research institution, the DLR wants to change this situation for future generations of aircraft.
CRP is light and stable, but the high requirements of aircraft manufacturers are only met if the entire process sequence, and thus the quality, is reproducible. Unlike aluminum, CRP can be of highly variable quality, for example if the fibers are not optimally aligned or if moisture enters the composite material through cut edges. Furthermore, any mechanical damage to the material is not outwardly visible. Utmost accuracy is thus required during manufacture.