超小批量和无数变体
如今的小批量甚至最小批量以及各种各样型号的作业要求具备能顺利地适应这些需求 的生产设备。
KR C4应对无限的品种
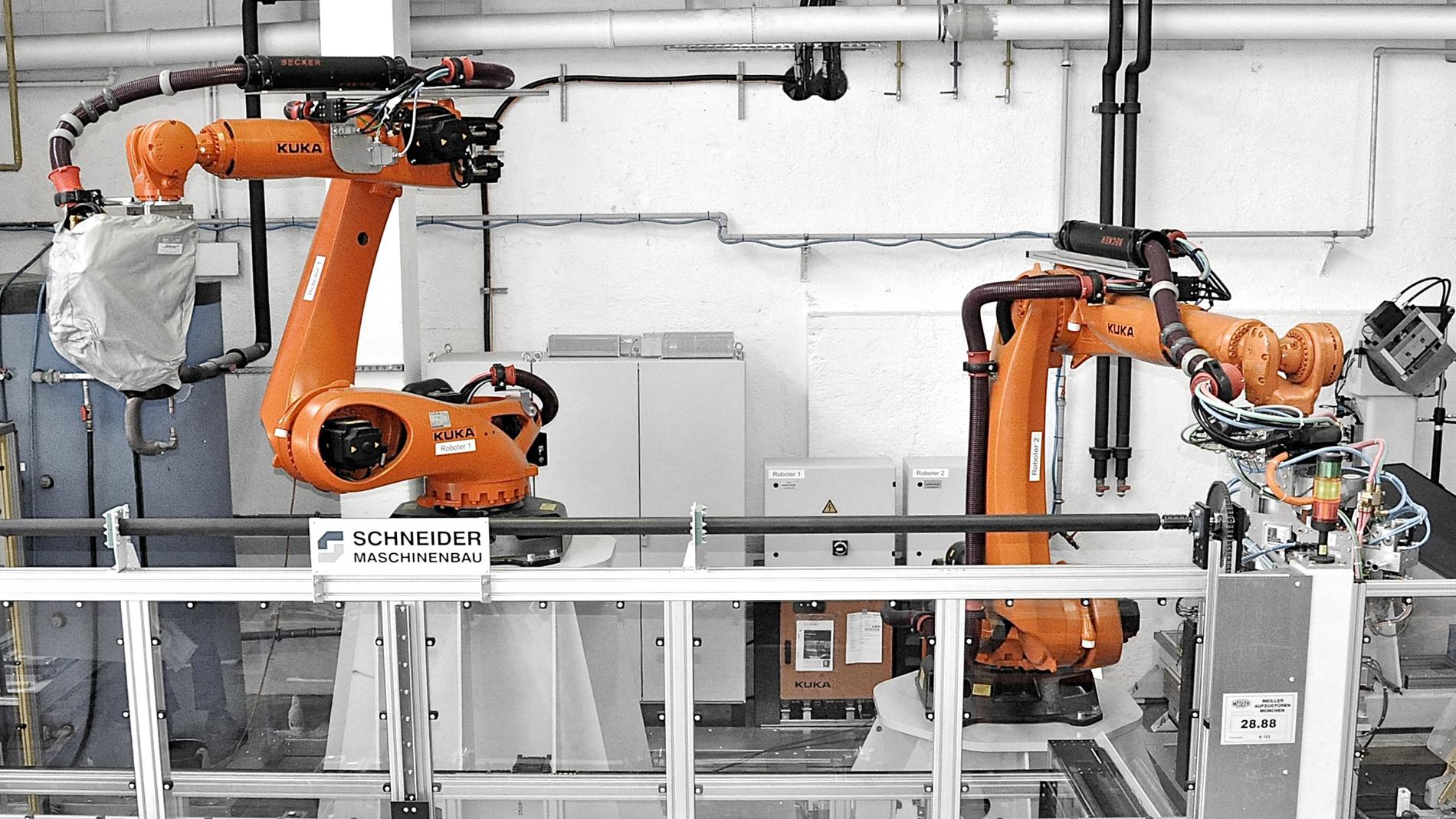
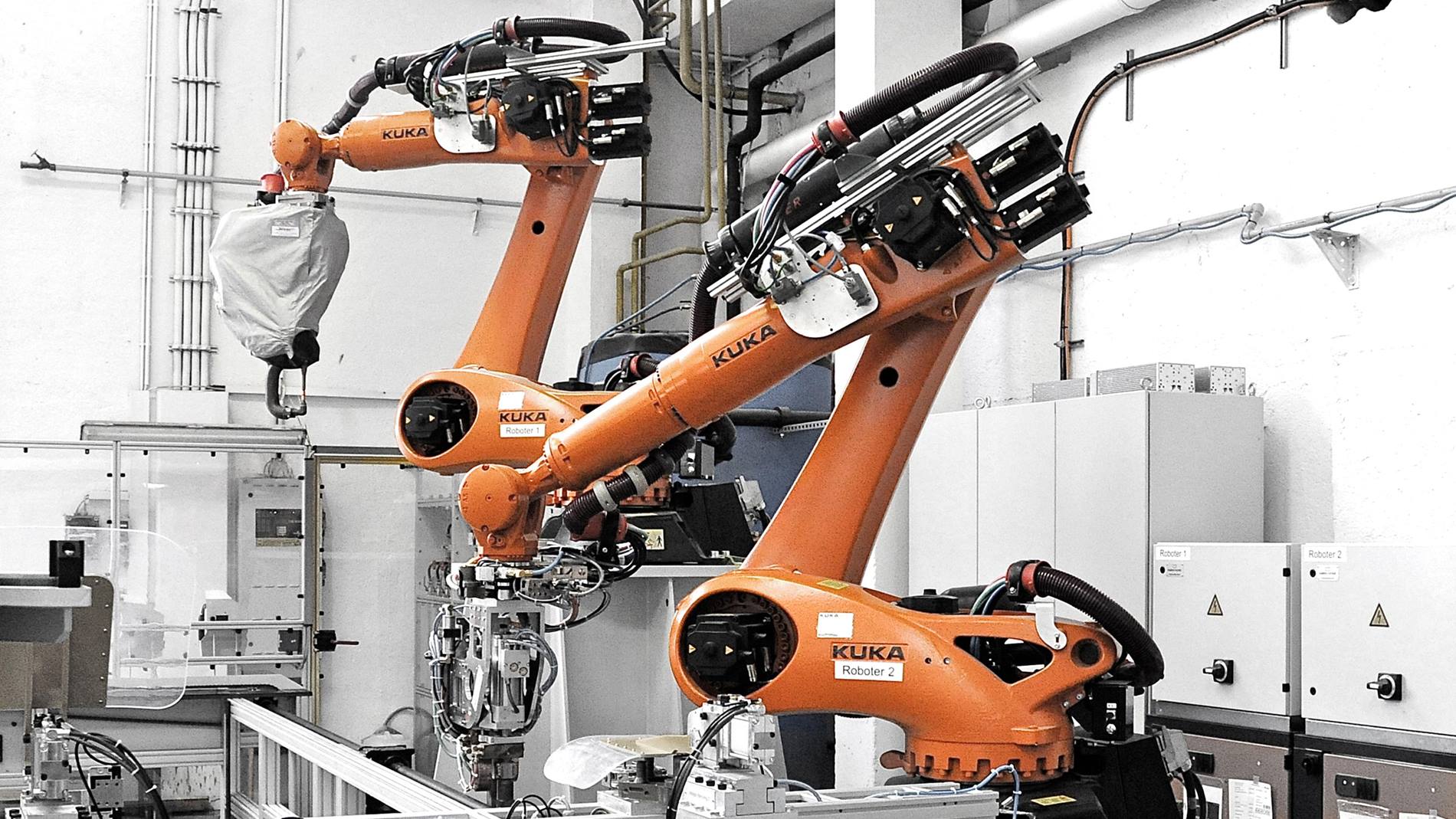
当操作人员在更换台一侧进行装配和夹紧作业时,另一侧可同时进行以下操作:第一步, 两个 KR QUANTEC 开始执行现有焊接任务。机器人 1,安装在一个底座上,配有一个专 用焊钳,具备最大的作用范围,用于完成凸焊。这样 KR QUANTEC 可将外部托盘的上部 和下部与外部导轨相连。与此同时,同样安装在底座上的机器人 2 对开放的 U 型导轨 与门扇底侧进行点焊。该过程完成得比凸焊快,当机器人 1 还在焊接时,机器人 2 便 可通过 Stäubli Connector 的自动模具更换系统快速地将其焊钳更换为真空夹持器, 因此被称为搬运专家。一旦完成了所有凸焊工作,机器人 2 便将门扇取走并驶至冲压工 位,并冲压出不同的孔行。冲压后,机器人将门扇放到一个压力机上,压力机将突出的板 材在某一角处轻轻地挤压在一起,以避免受伤危险。当已安装好并且无需再进行精整的门 扇被放到托盘上时,机器人的工作便结束了。
为了能掌握各种加工技术,Meiller 电梯门 公司始终采用参数化的加工程序。在启动设备前,操作员只需选择门扇的材料(不锈钢、 镀锌钢或热镀锌钢)以及长度和宽度。其它一切由机器人控制系统控制。KR C4 不仅计 算包括碰撞监控在内的机器人运动,还有各焊点的参数和位置、所需冲压的次数和位置 以及夹紧装置的位置。