U gebruikt een oudere browser-versie van Internet Explorer. Actualiseer uw browser voor een optimale weergave
Efficient welding with FSW is essential for high performance battery production 'Made in the USA'
Following major investments in charging infrastructure and production as part of the Inflation Reduction Act (IRA), US electric vehicle (EV) demand is coming under pressure – internally from political headwinds and externally from competition from Asia. This makes future-proof technologies all the more important for US manufacturers. These include friction stir welding for non-ferrous metals with low melting temperatures and metallic materials. Friction stir weld (FSW) experts Till Maier and Stefan Fröhlke from KUKA explain how FSW with robots is taking the quality of battery housing production to a new level.
For which productions and materials is FSW a good fit?
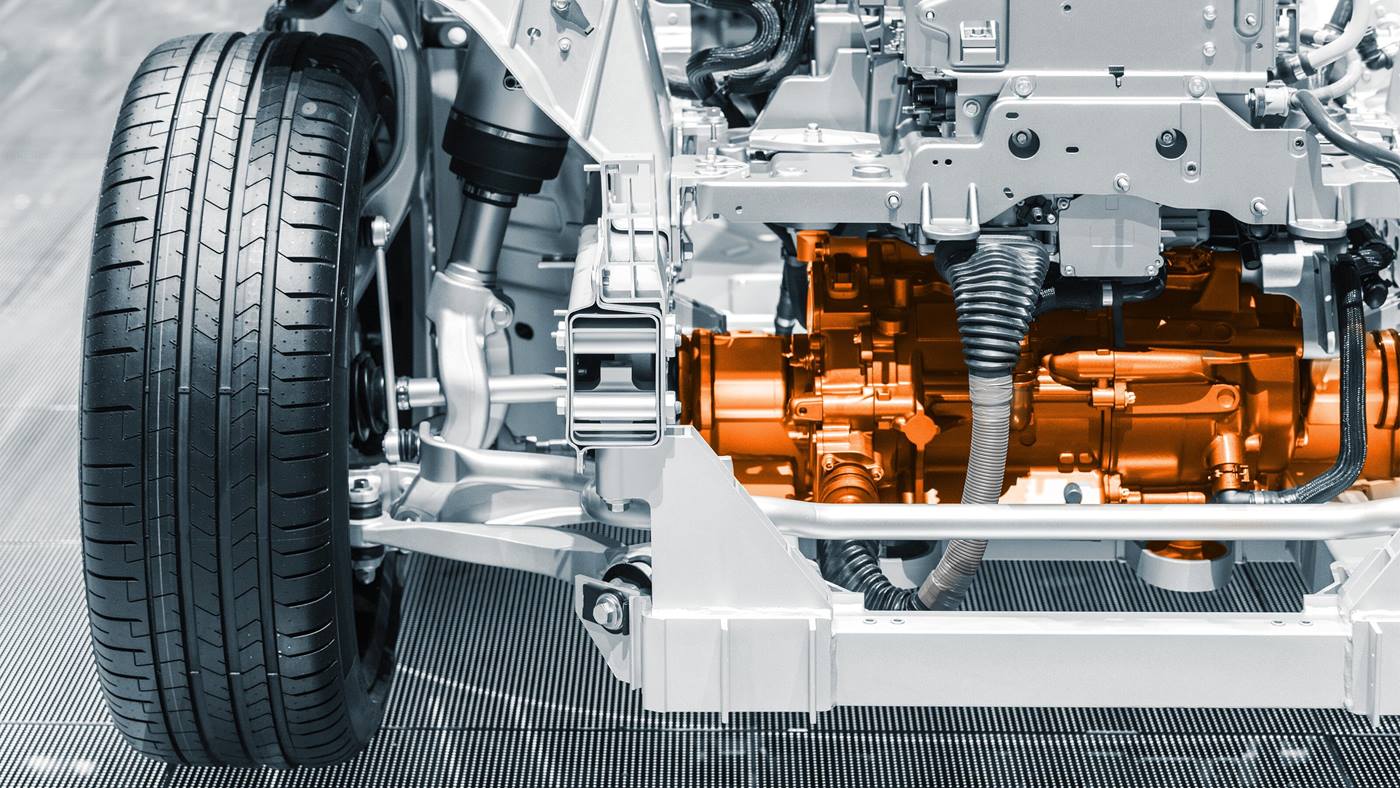
Till Maier: FSW is used wherever dense, low-distortion, and high-strength joints are required, such as in battery trays, cooling plates, and housings for power electronics or motors. However, the process can also play to its strengths in the production of Al-Cu busbars for high-voltage components – or in structural components made of aluminum alloys in giga casting. The die casting process enables higher precision and lower unit costs compared to traditional manufacturing with many welded parts. With FSW, individual giga casting components can be welded together effortlessly.
Friction stir welding is a green technology!
FSW is becoming increasingly popular, especially among battery manufacturers for e-mobility. Why?
Till Maier: FSW offers many advantages for the manufacture of battery housings. First, extremely high welding quality: there are no pores or cracks, and the seam strength is very
high – with minimal welding distortion. In addition, the process offers high savings potential, from material savings through component optimization to the elimination of consumables such as shielding gas and flux-cored wire, to savings in extensive edge preparation. Finally, the process consumes extremely little energy – up to 80 percent less than metal inert gas or laser welding! Additionally, the FSW process does not require any chemical material pretreatment or anti-glare measures, as there is no smoke or noise pollution.
With more than 270 FSW robots in over 18 countries since 2012, KUKA has become one of the world market leaders in robot-based FSW. Which sectors have been keen to adopt this technology?
Till Maier: On the one hand, we supply automotive Tier 1 companies that work for OEMs. Our base of direct customers from the automotive OEM sector is becoming increasingly important. We act as a general contractor for these customers, which means we also handle the entire logistics as well as upstream and downstream processes – such as subsequent deburring or brushing of the welded surfaces. The third group consists of scientific institutes that use KUKA R&D robot cells to conduct research into processes and procedures.
So KUKA offers much more than just robots and the associated FSW technology?
Stefan Fröhlke: That's right. A process must be mastered before it can be industrialized. This is precisely what process technology is for: it defines the process and builds a foundation of knowledge. Many customers, for example, first purchase an R&D cell from us and test various parameters in order to adjust the process. This differs significantly from the typical product business, where you set up a finished product. That's why we talk about solutions – and these include not only the products but also the decades of experience that our experts offer. They can set up the process, carry out investigations, and find out which solution makes the most sense for the customer. We
then combine the two. This includes not only the robot with spindle and control system, but also the matching tools and the design for mountings or fixtures. We deliver a complete package, including preliminary acceptance at our facilities and final acceptance at the customer's site.
When you purchase a friction stir welding cell from KUKA, you are not just buying a device – you are buying a ready-to-use solution!
Where does a project like this begin?
Stefan Fröhlke: The first step of the research is theoretical. First, we discuss the alloys to be processed and analyze whether they can be welded at all. Then, feasibility studies are carried out using 3D models: Can the robot reach all relevant areas? Is there a risk of collisions with components, clamps, or tools? This is followed by the practical test phase. The weld seams are examined in detail using demonstrators, e.g., sample parts – for example, through laboratory analyses such as the creation of micrographs, which allow the seam to be viewed from the inside. In addition, bending and tensile tests are carried out. The feasibility process proceeds in stages, and at each stage we check whether all technical specifications and quality requirements have been met. Even after all tests have been successfully completed and the system can be configured accordingly, we don't leave our customers on their own. After acceptance, we take care of training the employees, for example. And if process-related questions or problems arise later, when the system is up and running, we are also available to provide advice and support.
What does the employee training you mentioned look like?
Stefan Fröhlke: The basic level is our robot training at KUKA College. Here we offer different training courses depending on the role and task, for example for commissioning engineers or plant operators. This basic training can be supplemented by a friction stir welding process training course, which lasts either two to three days or five days. This course focuses on the specifics of the process: What do I need to pay attention to in production? What
are the framework conditions, criteria, and parameters? How do I set up the process? How does reliable process and quality control work? In principle, we can conduct all training courses at our premises in Augsburg or at the customer's site, worldwide – and in doing so, we can respond very specifically to the individual conditions of the customer.
But you also offer customized FSW solutions tailored to the specific requirements of each customer: How does that work?
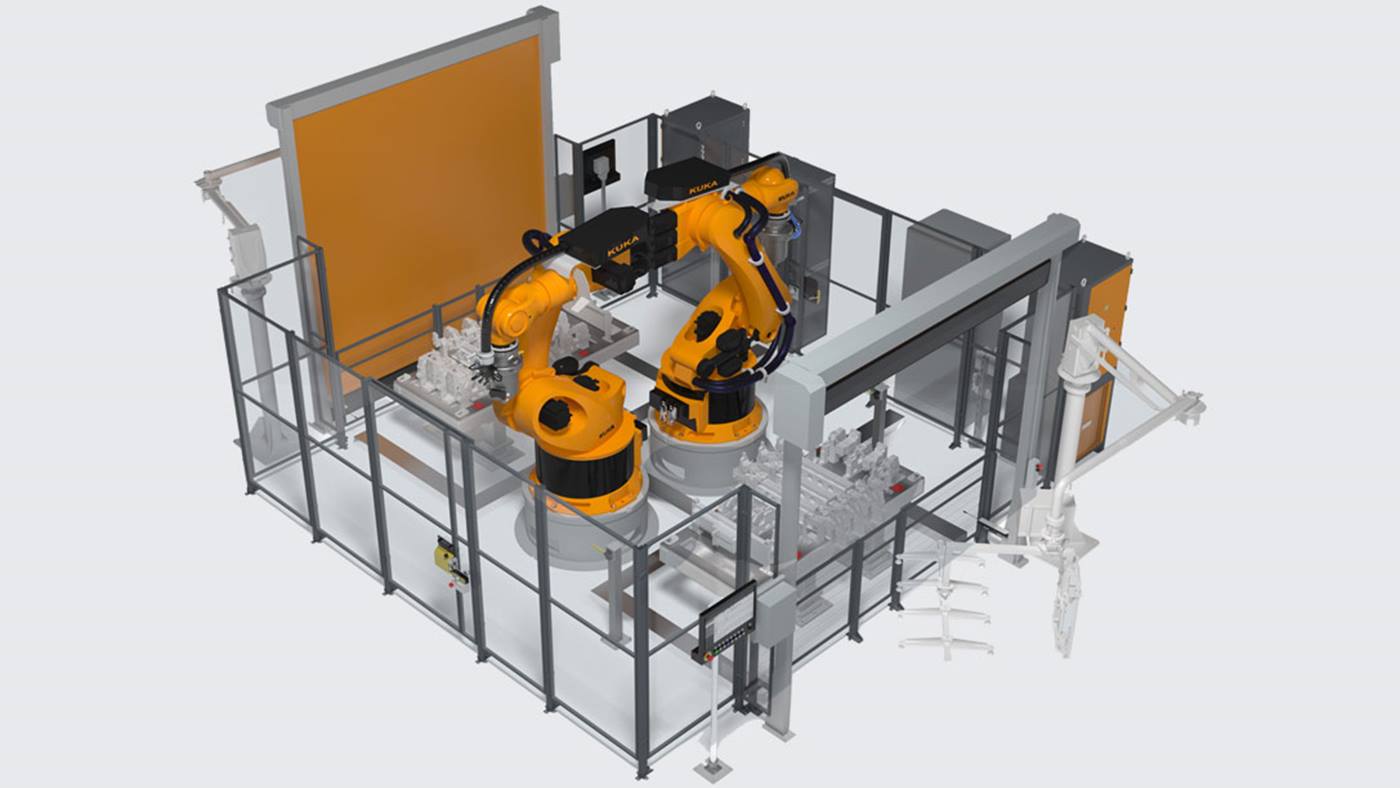
Till Maier: We basically have three solutions in our robot portfolio: First, the new KR FORTEC ultra in the MT version with a payload of 300 kilograms and a reach of up to 2,800 millimeters (KR 300 R2800-2 MT). We offer this robot as a universal, robot-based 3D application module for complex 2D and 3D FSW applications. Then there is the modular FSW cell KUKA cell4_FSW midsize single in combination with the above mentioned robot for medium-sized applications with maximum process utilization, such as HEV battery hous-ings. And finally, the FSW cell KUKA cell4_FSW large dual, also with the above-mentioned robot, for large applications with maximum process utilization, such as BEV battery boxes. Our FSW robot cells have been specially developed for the growing e-mobility market. They have a modular design and are therefore scalable for different production volumes, making them very versatile with a wide range of configuration options.
Stefan Fröhlke: Our KR FORTEC ultra MT is not a conventional pick-and-place machine, but a special MT (machine tooling) variant. Axes 1 to 3 have been optimized with special gear stages and motors, enabling enormous process forces of up to 12 kilonewtons and in some cases even more. Thanks to the new double swing arm and new specifications, the KR FORTEC ultra MT is extremely rigid and has been specially developed for the FSW process. This ability to apply high forces with precise repeat accuracy sets us apart from other robot manufacturers – KUKA was one of the absolute pioneers in this field. But the individual
tools on the robot and the clamping devices are also customized to the customer's specifications.
What tools are used in robotic FSW?
Till Maier: The possibilities for different FSW tools are very extensive – from conventional tools, where both the shoulder and the pin rotate, to a stationary shoulder, where only the pin rotates, to bobbin tools and many other special designs. KUKA is heavily involved in the development of FSW tools, designing new tool geometries and researching wear mechanics. We are working on coatings to increase the resistance of the tools and extend their service life. We also carry out joint development projects with our suppliers to find new materials that offer optimal value. In our experience, welding tools with a fixed shoulder have proven to be the best solution. They enable high welding quality and ensure a smooth, even weld surface, which significantly reduces the amount of rework required.
Customers often argue that robot-based FSW does not meet their requirements because the robots are not rigid enough, and they invest a lot of money in large gantry systems. What do you say to them?
Stefan Fröhlke: Quite clearly: that our new KR FORTEC ultra MT and our already widely used KR 500 MT are sufficiently rigid and at the same time highly precise, and thanks to their more powerful motors, they have the necessary power to perform FSW precisely for most applications in e-mobility. We have also developed a kind of path calibration system for it. This allows us to measure its position throughout the entire welding process using a laser tracker, respond online in real time, and keep the robot on course. Thanks to a path accuracy of less than 0.5 millimeters, high precision weld seams are possible. In short, this robot system is very well suited to the high forces involved in FSW.
Till Maier: With the new KR FORTEC ultra MT, we have gone one step further, as it can apply up to 20 percent more process forces. The new models, available since spring 2025, also come with ranges of up to 3,400 mm, which increases the effective working range for KUKA customers in FSW. But the KR FORTEC was already the market’s first choice for FSW applications in recent years!
Do you have a few examples of practical applications?
Till Maier: We have recently received a follow-up order for 12 FSW cells from a major US automotive manufacturer who had previously ordered 23 cells from us. The cells are used in several production steps: The robots weld battery carriers together and, in a second production stage, connect cooling plates to the battery carriers. KUKA not only supplies the technology, but is also responsible for the entire friction stir welding process – including installation, commissioning, training, and final acceptance. What is particularly exciting here is that the comprehensively converted production facility can be used to build vehicles with combustion engines, hybrid vehicles, and electric vehicles on the same production lines.
Stefan Fröhlke: This is remarkable because hybrid electric vehicles and exclusively battery-powered vehicles place very different demands on production. In hybrid vehicles, we have smaller battery housings made of cast aluminum. These have cooling channels, and our task is to close these cooling channels. In purely battery-powered vehicles, on the other hand, the battery housings are much larger and weigh much more. This means that many components are made of different aluminum alloys.
Till Maier: Eight of our robots, including three FSW application modules with the KR 500 MT FORTEC in three KUKA cell4_FSW cells, have also been in operation at a major automotive supplier in Portugal since 2022. The supplier was dissatisfied with the welding quality of another manufacturer's system. We initially developed a system with two cells, each
with a KR 500 MT FORTEC, for them. The customer was so impressed with the flexibility of being able to weld different battery boxes on one system that they immediately ordered another system – a cell with a robot that can operate three devices. This allows three different welding tasks to be performed, which would otherwise require three non-robot-based systems. The FSW robot can be utilized at up to 95 percent capacity, as the fixtures can be loaded and unloaded in a separate safety area during the welding process.
You have repeatedly pointed out the particular importance of welding quality in e-mobility. How can this be guaranteed?
Till Maier: In the automotive industry, welding must be 100 percent correct and safe – after all, we are talking about crash-relevant components in battery housings! To avoid expensive recalls, process reliability and documentation throughout the entire process and its parameters are a central and mandatory requirement. That is why we at KUKA have developed a special control system for process monitoring: PCD, which stands for "Parameter Control and Documentation." This allows us to monitor and store all process- relevant data at 100-millisecond intervals. The data can also be easily processed in other systems via an interface.
What role will AI play in process monitoring in the future?
Stefan Fröhlke: A big one. That's why we are working with other partners in the AI produc-tion network at the University of Augsburg on an AI-based process monitoring system as part of a public funding project run by the Bavarian Joint Research Program. In this system, various sensors record the forces, temperatures, and vibrations that occur during welding. The focus is primarily on analyzing signals in the ultrasonic range. AI interprets the extensive sensor data and the researchers assign it to processes in the welding process. Certain patterns in the data can then indicate when a weld seam has not been executed cleanly.
You’ve now provided several compelling reasons for potential customers to contact KUKA about FSW. What is the most important one?
Till Maier: What sets us apart from our competitors is, on the one hand, our broad portfolio for FSW in industrial production – from FSW application modules and standardized production cells to turnkey solutions. Options such as automatic tool changers and automatic cleaning stations for FSW tools allow 24/7 operation. In addition, our overall expertise: Some companies supply a robot, others a spindle or special tools, but then lack the necessary process know-how. We can offer all these components, processes, and knowledge from a single source. Finally, we design and program our robots so that they are optimally tailored to the individual requirements of our customers – from conception to implemen-tation, we have an influence on all relevant process steps.
Stefan Fröhlke: Through our extensive, direct cooperation with end customers, we also gain valuable experience that we continuously incorporate into our solutions. Our many reference projects over the past 20 years prove this. As integrators, we also vouch for the quality of a system and use a wide variety of methods to solve even the most challenging tasks. If desired, we can offer our customers complete, turnkey solutions that are perfectly tailored to their individual requirements. In other words, KUKA is the right partner for FSW in e-mobility, from the initial product idea to the complete finished solution.
FSW explained briefly
In friction stir welding (FSW), a rotating, pin-like tool is guided between the contact surfaces of the component. The friction heat plasticizes the material and the parts are joined together. This allows even materials that are difficult to weld or dissimilar materials such as aluminum to be welded to magnesium, copper, or steel. This process consumes less energy and material than traditional welding processes.
FSW was developed in the early 1990s by the Welding Institute (TWI) in the UK. Since then, it has become established in various industries, such as aerospace, automotive, and shipbuilding.
With the boom in e-mobility and increased demand for batteries, FSW is experiencing an upswing. This is being driven by extensive research and development, which is leading to constant improvements and enhancements. ISO 25239 is a specific standard for FSW that regulates and standardizes the process.