Sie verwenden den veralteten Browser Internet Explorer. Für eine optimale Darstellung unserer Website wechseln Sie bitte Ihren Browser
Besser, günstiger, nachhaltiger: Rührreibschweißen ist die beste Lösung für Batteriegehäuse
Höchste Schweißqualität, hohes Einsparpotenzial und eine grüne Technologie: Für Nicht-eisenmetalle mit niedriger Schmelztemperatur und metallische Werkstoffe ist Rührreibschweißen – englisch Friction Stir Welding (FSW) – der optimale Prozess. Insbesondere für die E-Mobilität, denn FSW mit Robotern hebt die Herstellung von Batteriegehäusen qualitativ auf ein neues Level. Die FSW-Experten Till Maier und Stefan Fröhlke von KUKA erklären im Interview die Hintergründe.
Das Rührreibschweißen wird bei Batterieproduzenten für E-Mobilität, insbesondere in der Automobilbranche, immer beliebter. Warum?
Till Maier: Das Rührreibschweißen bringt für die Herstellung von Batteriegehäusen viele Vorteile mit sich. Erstens eine extrem hohe Schweißqualität: Es gibt keine Poren oder Risse, die Nahtfestigkeit ist sehr hoch – bei minimalem Schweißverzug. Außerdem bietet das Verfahren ein hohes Einsparpotenzial, von der Materialeinsparung durch Bauteiloptimierung über fehlende Verbrauchsmaterialien wie Schutzgas und Fülldraht bis zur Einsparung einer umfangreichen Kantenvorbereitung. Und schließlich ist der Prozess nicht nur durch den geringen Energieverbrauch – bis zu 80 Prozent weniger als beim Metall-Inertgas- oder Laserschweißen – besonders umweltfreundlich. Er benötigt auch keine chemische Werkstoff-Vorbehandlung oder Blendschutzmaßnahmen, da weder Rauchgas- noch Lärmbelastung entstehen.
Rührreibschweißen ist eine grüne Technologie!
KUKA hat sich mit mehr als 270 FSW-Robotern in über 18 Ländern seit 2012 zu einem der Weltmarktführer im roboterbasierten Rührreibschweißen entwickelt. Aus welchen Bereichen kommen die Interessenten?
Till Maier: Einerseits beliefern wir Tier-1-Unternehmen aus diversen Ländern, die OEMs, also den Herstellern von Originalausrüstung in der Automobilindustrie, zuarbeiten. Immer größer und wichtiger aber wird die Gruppe unserer Direktkunden aus dem OEM-Bereich: Bei diesen fungieren wir als Generalunternehmer. Wir kümmern uns also nicht nur um die Roboter und die zugehörigen Technologien, sondern auch die komplette Logistik sowie vor- und nachgelagerte Prozesse – wie etwa das nachträglich Entgraten oder Bürsten der Schweißflächen. Als dritte Gruppe forschen wissenschaftliche Institute mit R&D-Roboterzellen von KUKA an Prozessen und Verfahren.
Das heißt, KUKA bietet weit mehr an als nur die Roboter und die zugehörige FSW-Technologie?
Stefan Fröhlke: So ist es. Ein Prozess muss ja beherrscht werden, bevor er industrialisiert werden kann. Genau dafür gibt es die Prozesstechnik, die den Prozess festlegt und erst einmal Wissen aufbaut. Viele Kunden kaufen bei uns beispielsweise erst einmal eine R&D-Zelle und testen verschiedene Parameter, um den Prozess einzustellen. Das unterscheidet sich wesentlich vom typischen Produktgeschäft, bei dem man ein fertiges Produkt aufstellt. Deshalb sprechen wir auch von Lösungen – und zu diesen gehört neben den Produkten auch die jahrzehntelange Erfahrung unserer Fachleute. Diese können den Prozess einrichten, Untersuchungen durchführen und herausfinden, welche Lösung für die Kundschaft am sinnvollsten ist. Anschließend stellen wir diese dann zusammen. Dazu gehört dann nicht nur der Roboter mit Spindel und Steuerung, sondern auch die darauf abgestimmten Werkzeuge sowie die Konstruktion für Halterungen oder Vorrichtungen. Wir liefern ein vollständiges Paket, inklusive Vorabnahme bei uns und Endabnahme beim Kunden.
Wer eine Rührreibschweiß-Zelle bei KUKA erwirbt, kauft nicht bloß ein Gerät – sondern eine einsatzfähige Lösung!
Wie muss man sich den Ablauf eines solchen Projektes konkret vorstellen?
Stefan Fröhlke: Die ersten Untersuchungsschritte erfolgen auf theoretischer Ebene: Zunächst tauscht man sich über die zu verarbeitenden Legierungen aus und analysiert, ob sie sich überhaupt schweißen lassen. Anschließend werden Erreichbarkeitsstudien anhand von 3D-Modellen durchgeführt: Erreicht der Roboter alle relevanten Stellen? Besteht das Risiko von Kollisionen mit Bauteilen, Spannern oder Werkzeugen? Danach folgt die praktische Testphase: Mit Demonstratoren, z. B. Sample-Parts, werden die Schweißnähte eingehend untersucht – etwa durch Laboranalysen wie beispielsweise die Erstellung von Schliffbildern, bei denen man die Naht auch von innen betrachten kann. Zudem werden Biege- und Zugprüfungen durchgeführt. Der Prozess verläuft dabei in Etappen, ähnlich einer K.-o.-Runde im Sport: In jeder Stufe wird geprüft, ob sämtliche technischen Spezifikationen und Qualitätsanforderungen erfüllt sind. Auch nachdem alle Tests erfolgreich verlaufen sind und die Anlage entsprechend konfiguriert werden kann, lassen wir unsere Kunden nicht allein: Nach der Abnahme kümmern wir uns etwa um die Schulung der Mitarbeitenden. Und wenn später, bei laufender Anlage, prozesstechnische Fragen oder Probleme auftreten sollten, stehen wir ebenfalls weiter beratend und unterstützend zur Seite.
Wie sehen die erwähnten Schulungen der Mitarbeitenden aus?
Stefan Fröhlke: Das Basislevel ist erst einmal unsere Roboterschulung im KUKA College. Hier bieten wir je nach Rolle und Aufgabe unterschiedliche Schulungen an, etwa für Inbetriebnehmer oder Anlagenbediener. Ergänzt werden kann diese Basisschulung durch eine FSW-Prozessschulung, die entweder zwei bis drei oder fünf Tage dauert. Hier geht es um die Besonderheiten im Prozess: Worauf muss ich in der Produktion achten? Was sind die Rahmenbedingungen, Kriterien und Parameter? Wie richte ich den Prozess ein? Wie funktioniert eine verlässliche Prozess- und Qualitätskontrolle? Grundsätzlich können wir alle Schulungen bei uns in Augsburg oder beim Kunden vor Ort durchführen, weltweit – und dabei sehr konkret auf die individuellen Bedingungen der Kunden eingehen.
Sie bieten aber nicht nur kundenspezifische Schulungen, sondern auch individualisierte, auf die konkreten Anforderungen des jeweiligen Kunden ausgerichtete Lösungen für das FSW an: Wie muss man sich das vorstellen?
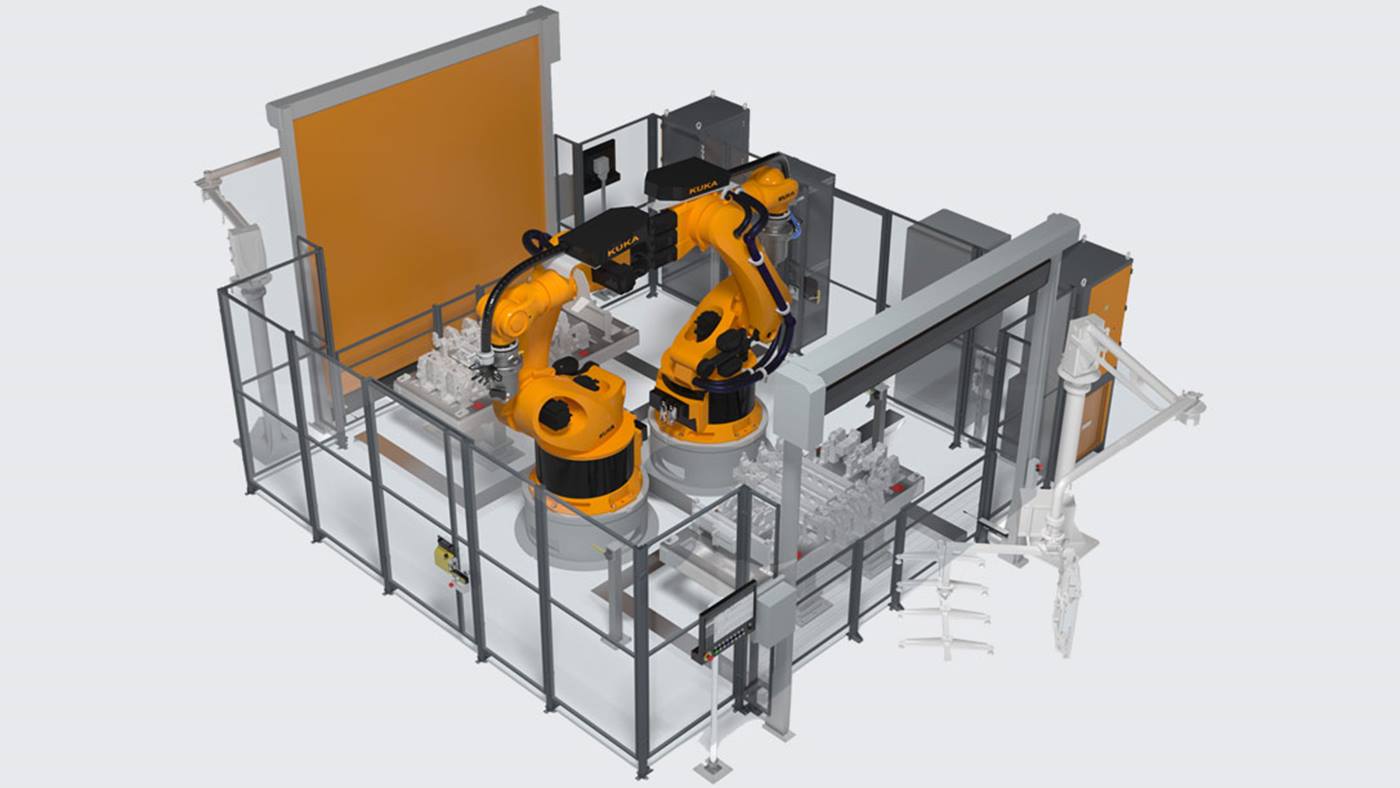
Till Maier: Grundsätzlich haben wir drei Lösungsansätze in unserem Roboter-Portfolio: Erstens den neuen KR FORTEC ultra in der MT-Ausführung mit 300 Kilogramm Traglast und einer Reichweite von bis zu 2.800 Millimeter (KR 300 R2800-2 MT). Diesen Roboter bieten wir als universelles, roboterbasiertes 3D-Applikationsmodul für komplexe 2D- und 3D-FSW-Anwendungen an. Dann die modulare Rührreibschweißzelle KUKA cell4_FSW midsize single in Kombination mit dem oben genannten Roboter für mittelgroße Anwendungen mit höchster Prozessauslastung wie etwa HEV-Batteriegehäuse. Und schließlich die Rührreibschweißzelle KUKA cell4_FSW large dual, ebenfalls mit dem oben genannten Roboter, für große Anwendungen mit höchster Prozessauslastung, zum Beispiel BEV-Batteriekästen. Unsere FSW-Roboterzellen wurden speziell für den wachsenden Markt der E-Mobilität entwickelt. Sie sind modular aufgebaut und damit skalierbar für verschiedene Fertigungsumfänge, also sehr vielseitig mit verschiedensten Konfigurationsmöglichkeiten.
Stefan Fröhlke: Dabei ist unser KR FORTEC ultra MT keine gewöhnliche Pick-and-Place-Maschine, sondern eine spezielle MT-, also Machine-Tooling-Variante. Den Achsen 1 bis 3 wurden dabei durch spezielle Getriebevorstufen und Motoren optimiert, was enorme Prozesskräfte von bis zu 12 Kilonewton und teilweise sogar darüber hinaus ermöglicht. Dank der neuen Doppelschwinge und neuen Maschinendaten ist sie extrem steif und speziell für den FSW-Prozess entwickelt worden. Diese Fähigkeit, hohe Kräfte mit präziser Wiederholgenauigkeit aufzubringen, unterscheidet uns von anderen Roboterherstellern – KUKA war hier einer der absoluten Vorreiter. Aber auch die einzelnen Werkzeuge am Roboter und die Spannvorrichtungen werden kundenspezifisch ergänzt.
Welche Werkzeuge sind das zum Beispiel?
Till Maier: Die Möglichkeiten an verschiedenen FSW-Werkzeugen sind sehr umfangreich – vom herkömmlichen Werkzeug, bei dem sich sowohl Schulter als auch Stift drehen, über eine stationäre Schulter, bei dem nur der Stift rotiert, bis zu Bobbin-Werkzeugen und vielen weiteren Spezialausführungen. KUKA engagiert sich stark in der Entwicklung von FSW-Werkzeugen, entwirft neue Werkzeuggeometrien oder forscht zur Verschleißmechanik. Wir arbeiten an Beschichtungen, um die Widerstandsfähigkeit der Werkzeuge zu erhöhen und ihre Lebensdauer zu verlängern, und führen gemeinsame Entwicklungsprojekte mit unseren Lieferanten durch, um neue Werkstoffe zu finden, die ein optimales Preis-Leis-tungs-Verhältnis bieten. Dabei haben sich aus unserer Erfahrung Schweißwerkzeuge mit feststehender Schulter als beste Lösung erwiesen. Sie ermöglichen eine hohe Schweißqualität und sorgen für eine glatte, gleichmäßige Schweißoberfläche, was den Aufwand für Nacharbeiten erheblich reduziert.
Nun argumentieren Kunden oft, dass roboterbasiertes FSW ihre Anforderungen nicht erfüllt, da die Roboter nicht steif genug sind, und stecken viel Geld in große Portal-Anlagen. Was entgegen Sie denen?
Stefan Fröhlke: Ganz klar: Dass unser neuer KR FORTEC ultra MT sowie gleichermaßen unser bereits weitverbreiteter KR 500 MT ausreichend steif und gleichzeitig hochpräzise sind und dank der stärkeren Motoren die nötige Power haben, den FSW für die meisten Anwendungen aus der E-Mobilität präzise auszuführen. Außerdem haben wir für ihn eine Art Pfadkalibrierungssystem entwickelt. So messen wir während des gesamten Schweißprozesses
mit einem Lasertracker seine Position, können in Echtzeit online reagieren und den Roboter auf Kurs halten. Dank einer Bahngenauigkeit kleiner 0,5 Millimeter sind hochpräzise Schweißnähte möglich. Kurzum: Dieses Robotersystem ist den hohen Kräften beim FSW sehr gut gewachsen.
Till Maier: Mit dem neuen KR FORTEC ultra MT haben wir nochmal einen draufgesetzt, da dieser noch einmal bis zu 20 Prozent zusätzliche Prozesskräfte aufbringen kann. Die seit Frühjahr 2025 neu verfügbaren Modelle sind außerdem mit Reichweiten von bis zu 3.400 mm erhältlich, was den effektiven Arbeitsbereich für Kunden von KUKA beim Rührreibschweißen vergrößert. Doch der KR FORTEC war schon vorher überaus beliebt: Kein anderer Roboter wurde in den vergangenen Jahren so häufig für FSW-Anwendungen verkauft!
Haben Sie ein paar Beispiele für Anwendungen in der Praxis?
Till Maier: Aktuell haben wir einen Folgeauftrag von 12 FSW-Zellen von einem großen Automobilhersteller aus den USA erhalten, der zuvor bereits 23 Zellen bei uns bestellt hatte. Die Zellen kommen bei mehreren Fertigungsschritten zum Einsatz: Die Roboter schweißen Batterieträger zusammen und verbinden in einem zweiten Produktionsabschnitt Kühlbleche mit den Batterieträgern. KUKA liefert aber nicht nur die Technologie, sondern ist für den gesamten Rührreibschweißprozess verantwortlich – inklusive Montage, Inbetriebnahme, Schulung und Endabnahme. Besonders spannend ist hier, dass in der umfassend umgerüsteten Produktionsanlage Fahrzeuge mit Verbrennungsmotor, Hybrid- und Elektrofahrzeuge auf denselben Produktionslinien gebaut werden können.
Stefan Fröhlke: Das ist deshalb bemerkenswert, weil Hybrid-Elektrofahrzeuge und ausschließlich batteriegetriebene Fahrzeuge sehr unterschiedliche Anforderungen an die Produktion stellen. Bei den Hybridfahrzeugen haben wir kleinere Batteriegehäuse, die aus Aluminiumguss bestehen. Diese haben Kühlkanäle, und unsere Aufgabe ist es, diese Kühlkanäle zu schließen. Bei den ausschließlich batteriebetriebenen Fahrzeugen sind die Batteriegehäuse dagegen viel größer und haben ein viel höheres Gewicht. Das bedeutet, dass viele Komponenten aus verschiedenen Aluminiumlegierungen bestehen.
Till Maier: Acht unserer Roboter, davon drei FSW-Applikationsmodule mit dem KR 500 MT FORTEC in drei KUKA cell4_FSW-Zellen, stehen außerdem seit 2022 bei einem großen Automobilzulieferer in Portugal. Der war bei der Anlage eines anderen Herstellers unzufrieden mit der Schweißqualität. Wir haben zunächst eine Anlage mit zwei Zellen und jeweils einem KR 500 MT FORTEC für ihn entwickelt. Aufgrund der Flexibilität, auf einer Anlage unterschiedliche Batteriekästen schweißen zu können, war der Kunde so begeistert, dass er direkt eine weitere Anlage bestellt hat – eine Zelle mit einem Roboter, der drei Vorrichtungen bedienen kann. Damit lassen sich drei unterschiedliche Schweißaufgaben bewerkstelligen, wofür sonst drei nichtroboterbasierte Anlagen notwendig wären. Der Rührreibschweißroboter kann dabei bis zu 95 Prozent ausgelastet werden, da während des Schweißvorgangs die Vorrichtungen in einem eigenen Sicherheitsbereich bereits be- und entladen werden können.
Sie haben mehrfach auf die besondere Bedeutung der Schweißqualität in der E-Mobilität hingewiesen. Wie kann diese gewährleistet werden?
Till Maier: In der Automobilindustrie muss eine Schweißung 100 Prozent korrekt und sicher sein, schließlich sprechen wir bei den Batteriegehäusen über crashrelevante Bauteile! Um teure Rückrufaktionen zu vermeiden, ist Prozesssicherheit und Dokumentation während des gesamten Prozesses und seiner Parameter eine zentrale und zwingende Anforderung. Deshalb haben wir bei KUKA eine spezielle Steuerung zur Prozessüberwachung entwickelt: PCD, was für „Parameter Control and Documentation“ steht. Mit dieser können wir alle
relevanten Daten des Prozesses überwachen und speichern, und zwar im 100-Millisekunden-Takt. Auch können die Daten einfach über eine Schnittstelle in anderen Systemen weiterverarbeitet werden.
Welche Rolle wird in Zukunft die KI bei der Prozessüberwachung spielen?
Stefan Fröhlke: Eine große. Deshalb arbeiten wir zusammen mit weiteren Partnern im KI-Produktionsnetzwerk der Universität Augsburg in einem öffentlichen Förderprojekt des Bayerisches Verbundforschungsprogramm an einem KI-basierten Prozessüberwachungssystem. Bei diesem zeichnen unterschiedliche Sensoren die auftretenden Kräfte, Temperaturen und Schwingungen beim Schweißen auf. Fokussiert wird dabei vor allem die Analyse von Signalen im Ultraschallbereich. KI interpretiert die umfangreichen Sensordaten und die Forschenden ordnen sie Vorgängen im Schweißprozess zu. Bestimmte Muster in den Daten können dann darauf hinweisen, dass eine Schweißnaht nicht sauber ausgeführt wurde.
Sie haben nun viele gute Gründe geliefert, weshalb sich Interessenten am Rührreibschweißen an KUKA wenden sollten. Was ist der wichtigste?
Till Maier: Was uns von unseren Mitbewerbern abhebt, ist unsere Gesamtkompetenz. Manche Unternehmen liefern einen Roboter, andere eine Spindel oder spezielle Werkzeuge, haben dann aber nicht das notwendige Prozess-Know-how. Wir können all diese Komponenten, Prozesse und das Wissen aus einer Hand anbieten. Außerdem designen und programmieren wir unsere Roboter so, dass sie optimal auf die individuellen Anforderungen der Kunden eingestellt sind – von der Konzeption bis zur Umsetzung haben wir damit Einfluss auf alle relevanten Prozessschritte.
Stefan Fröhlke: Durch unsere vielfache, direkte Zusammenarbeit mit den Endkunden sammeln wir zudem wertvolle Erfahrungen, die wir kontinuierlich in unsere Lösungen einfließen lassen. Als Integratoren stehen wir für die Qualität einer Anlage gerade und lösen mit unterschiedlichsten Methoden auch knifflige Aufgaben. Sofern gewünscht, können wir unseren Kunden komplette, schlüsselfertige Lösungen bieten, die perfekt auf ihre individuellen Anforderungen abgestimmt sind.
Till Maier: Oder anders gesagt: KUKA ist von der ersten Produktidee bis hin zur komplett fertigen Gesamtlösung der richtige Partner, wenn es ums Rührreibschweißen in der E-Mobilität geht.
Rührreibschweißen kurz erklärt
Beim Rührreibschweißen – englisch Friction Stir Welding (FSW) – wird ein rotierendes, stiftähnliches Werkzeug zwischen den Berührungsflächen des Bauteils entlanggeführt. Durch die Reibungswärme plastifiziert der Werkstoff und die Teile werden miteinander verbunden. So können selbst schwer schweißbare oder artfremde Stoffe wie Aluminium mit Magnesium, Kupfer oder Stahl verschweißt werden. Bei diesem Verfahren wird weniger Energie und Material als bei traditionellen Schweißverfahren verbraucht.
FSW wurde Anfang der 1990er Jahre vom Welding Institute (TWI) in Großbritannien entwickelt. Seitdem hat es sich in verschiedenen Industrien etabliert, z. B. in der Luft- und Raumfahrt, der Automobilindustrie oder im Schiffbau.
Mit dem Boom der E-Mobilität und der erhöhten Nachfrage nach Batterien erlebt das FSW einen Aufschwung. Vorangetrieben wird dieser durch umfangreiche Forschung und Entwicklung, was zu ständigen Verbesserungen und Erweiterungen führt. Mit der ISO 25239 gibt es für FSW eine spezifische Norm, die das Verfahren reguliert und standardisiert.