Korzystasz ze starszej wersji przeglądarki Internet Explorer. Aby zapewnić optymalnie działanie, zaktualizuj przeglądarkę
Lutowanie selektywne podzespołów przy pomocy robota KUKA KR AGILUS
Precyzyjny robot wspiera układ sterowania ALNEA-ZEUS w celu umożliwienia produkcji na poziomie zero defektów.
Skrócenie czasu produkcji o 50 procent
Firma ALNEA Sp. z o.o. z siedzibą w Warszawie oferuje swoim klientom indywidualnie zaprojektowane i wyprodukowane mechaniczne, elektryczne lub pneumatyczne, pół- bądź całkowicie automatyczne urządzenia testowe. Polskie przedsiębiorstwo specjalizuje się w procesie lutowania selektywnego. Stworzony kilka lat temu przez firmę ALNEA układ sterowania ALNEA-ZEUS wymagał kompleksowego odnowienia, aby mógł również w przyszłości spełniać standardy stawiane przez międzynarodowe stowarzyszenie producentów przemysłu elektronicznego (IPC).
Nowa wersja sterownika lutownicy powinna mieć dostęp do wszystkich parametrów procesu takich jak np. udostępnianie najważniejszych materiałów do procesu lutowania, ich dokładne pozycjonowanie lub zapobieganie przedostawaniu się kropli lutu poza obszar roboczy. ALNEA zrealizowała tą innowację w ścisłej współpracy z firmą KUKA Robotics z Augsburga. Dzięki robotowi KUKA KR AGILUS udało się znacznie zwiększyć precyzję podczas procesu lutowania, wyeliminować źródła błędów i skrócić czas produkcji o 50 procent.
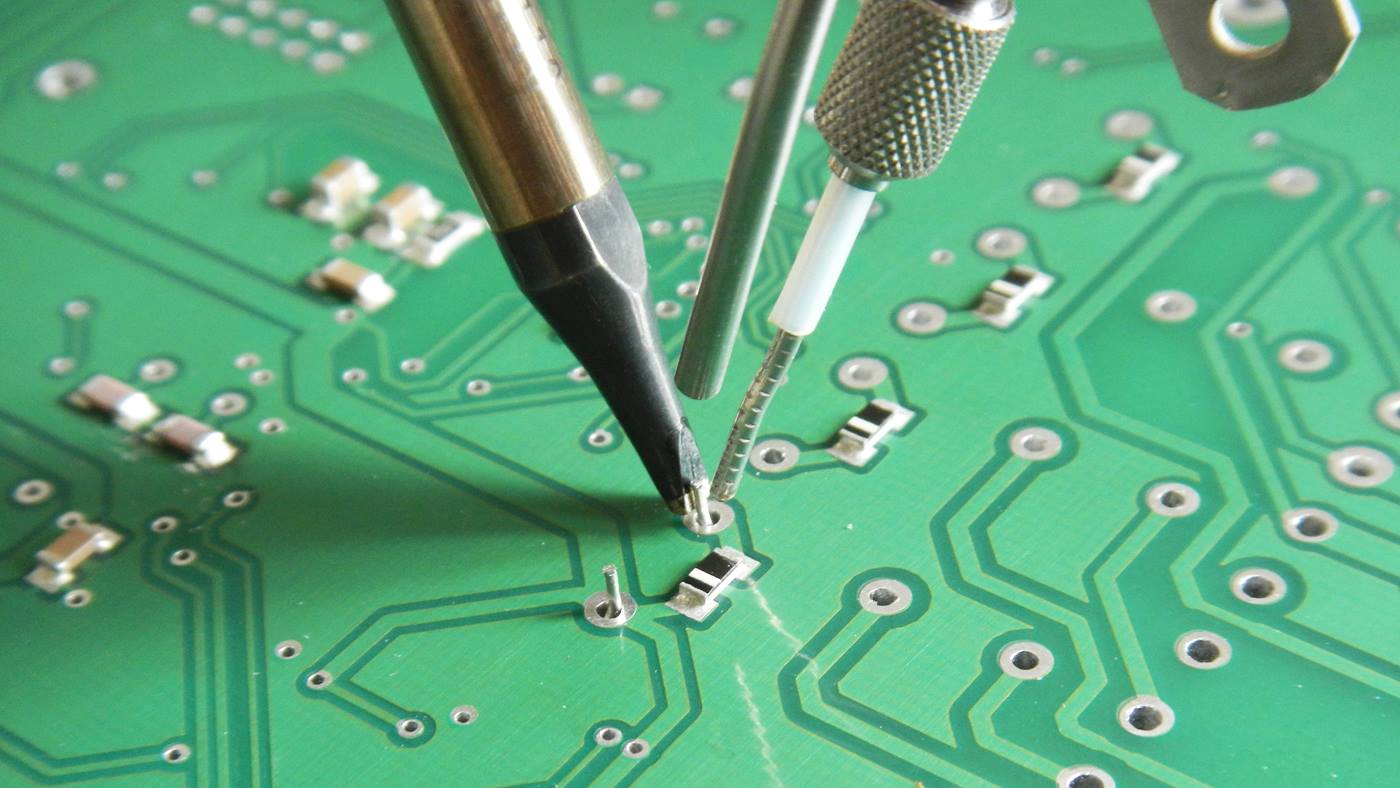
Technika lutownicza THT (Through-Hole-Technology) wymaga doskonałej precyzji. Zmienne parametry, takie jak ilość topnika, czas i temperatura nagrzewania, czas zwilżania lub temperatura lutowania, mają decydujący wpływ na jakość. Oprócz tego należy uwzględnić również czynniki uwarunkowane materiałami. Bardzo małe struktury i niewielkie odstępy między podzespołami, na które nie może spaść ani jedna kropla lotu, nie pozwalają na najmniejszy błąd. W przypadku THT procesy naprawy są czasochłonne i kosztowne, często niemożliwe do odtworzenia, a wręcz niedozwolone.
Dlatego celem branży elektronicznej jest uzyskanie procesu na poziomie zero błędów. „Niezawodnie kontrolowany proces lutowania selektywnego stanowi najważniejszy pierwszy krok ku produkcji na poziomie zero defektów u naszych klientów” - wyjaśnia Krzysztof Kamiński, prezes firmy ALNEA Sp. z o.o..
Zapobieganie błędom dzięki monitorowaniu procesu i korekcie
Główną przyczyną błędów w procesie lutowania selektywnego są mostki lutownicze, które powstają np. podczas lutowania bezołowiowego ze względu mniejszą masę stopu lutowniczego lub niewystarczającą warstwę topika. Z tego względu wszystkie związane z tym etapy procesu powinny być niezawodnie monitorowane. Nieprawidłowo lub niedokładnie ustawione podzespoły mogą również stanowić problem w procesie lutowania selektywnego. Dlatego tak ważne jest monitorowanie ich pozycji i ewentualna korekta.
Niezbędną dla procesu lutowania precyzję może zagwarantować tylko nowoczesny robot
Oprócz unowocześnienia układu sterowania firmie ALNEA zależało na zainstalowaniu robota, który wykonywałby proces lutowania i dokładnie ustawiał komponenty. W poszukiwaniu odpowiedniego modelu firma ALNEA zdecydowała się na współpracę z firmą KUKA. „Decydującym kryterium był dla nas jednolity stosunek ceny do jakości i doskonałe wsparcie techniczne zespołu KUKA” – wyjaśnia.
Poza tym układ sterowania KUKA KR C4 spełniał oczekiwania firmy ALNEA w stosunku do tego, że kontrola procesu ma się odbywać za pomocą prostego pulpitu sterowniczego. Jego otwarta architektura wspiera bezproblemową integrację techniczną w istniejące środowisko maszyn.
Mały, szybki i precyzyjny: KUKA KR 6 R900
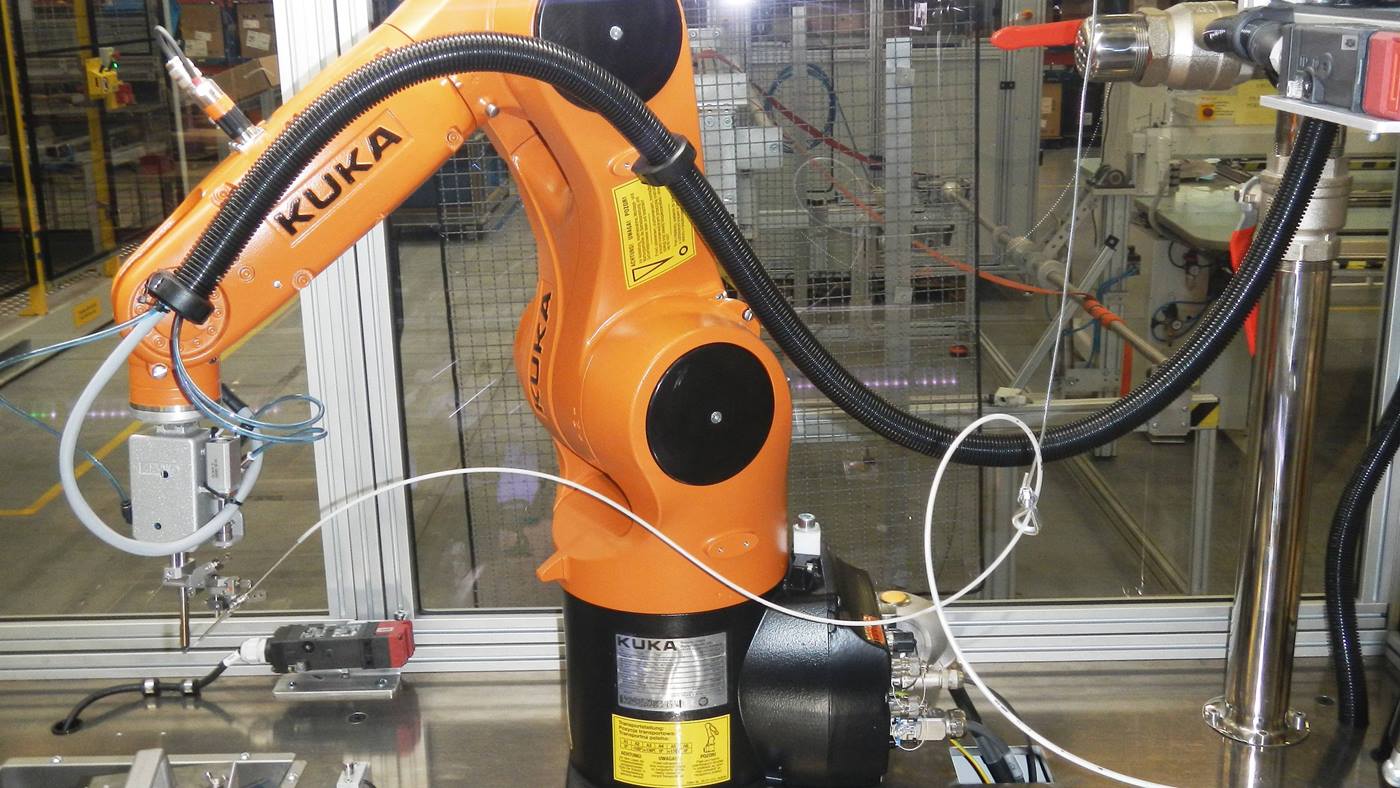
Firma ALNEA zdecydowała się na prototypowy model robota KR 6 R900 z serii KR AGILUS. Te seria przekonuje bardzo dużymi prędkościami i jednocześnie wysoką powtarzalnością oraz precyzją. Dzięki symetrycznej budowie roboty KR AGILUS optymalnie wykorzystują zakres roboczy. Z powodu zamontowania układu zasilania energią we wnętrzu mają one bardzo smukłe kontury i nadają się do stosowania w wąskich pomieszczeniach.
Robot KR 6 R900 zapewnia najwyższą precyzję i prędkość roboczą dzięki kompaktowej budowie. Ten charakteryzujący się udźwigiem sięgającym 6 kg i maksymalnym zasięgiem 900 mm robot oferuje ponadto dokładność powtarzalności poniżej ± 0,03 mm i dlatego potrafi sprostać każdemu wyzwaniu w procesie lutowania. W zasadzie – oprócz robota KR 6 R900 – z nowym układem sterowania ALNEA-ZEUS można połączyć też inne modele robotów KUKA.
Moduł lutowniczy z robotem KR 6 R900.
Wydawanie poleceń bezpośrednio za pomocą pulpitu sterowniczego
„Podczas integrowania rozwiązania automatyzacyjnego opartego na pracy robota należało optymalnie dostosować komunikację pomiędzy sterownikiem lutownicy a sterownikiem robota” – opisuje wyzwanie Kamiński. W tym celu do tzw. pamięci robota wgrano pakiet oprogramowania do kontroli parametrów procesu lutowania selektywnego. Dzięki temu klienci firmy ALNEA mogą za pośrednictwem pulpitu sterowniczego KUKA smartPAD bezpośrednio sterować robotem w procesie produkcyjnym.
Komunikacja Ethernet umożliwia przekazywanie poleceń do układu sterowania ALNEA-ZEUS. Następnie urządzenie kontrolne w zależności od specyficznego dla klienta sprzętu i oprogramowania wykonuje dane polecenie. To rozwiązanie nie wymaga panelu PLC ani HMI, a także żadnych dodatkowych interfejsów.
Rezultat: o 50 procent krótszy czas procesu przy jednoczesnym zmniejszeniu liczby błędów
Robot KUKA KR 6 R900 precyzyjnie wykonuje zadania w procesie lutowania selektywnego: kieruje on ruchami lutownicy oraz utrzymuję płytkę drukowaną w odpowiedniej pozycji. Dzięki opracowanemu przez firmę ALNEA rozwiązaniu automatyzacyjnemu opartemu na pracy robota wszystkie parametry procesu lutowania selektywnego można dziś sprawnie kontrolować za pomocą urządzenia sterowniczego. Poza tym wszystkie dane dostarczane przez robota KUKA są zapisywane i wykorzystywane w systemie.
Chodzi m.in. o monitorowanie doprowadzania komponentów i ich pozycjonowanie oraz sterowanie innymi zewnętrznymi elementami instalacji. Przyczyniło się to nie tylko do znacznego zmniejszenia liczby błędów, lecz również do wyraźnego wzrostu produktywności. „Dzięki nowemu rozwiązaniu udało nam się skrócić czas procesu o 50 procent” – podkreśla Kamiński.
Monitorowanie procesu za pomocą panelu sterowniczego sprawiło, że szkolenie pracowników u klienta stało się bardziej przejrzyste. Nie muszą też uczestniczyć w nim aż trzy różne osoby: specjalista ds. procesu, specjalista ds. robota i specjalista ds. układu sterowania. Po krótkim szkoleniu pracownik sam może sterować procesem i robotem lutowniczym.
Robot utrzymuje płytkę drukowaną w miejscu i steruje ruchami lutownicy.