La versione del browser Internet Explorer in uso non è aggiornata. Per una rappresentazione ottimale vi consigliamo un aggiornamento del browser
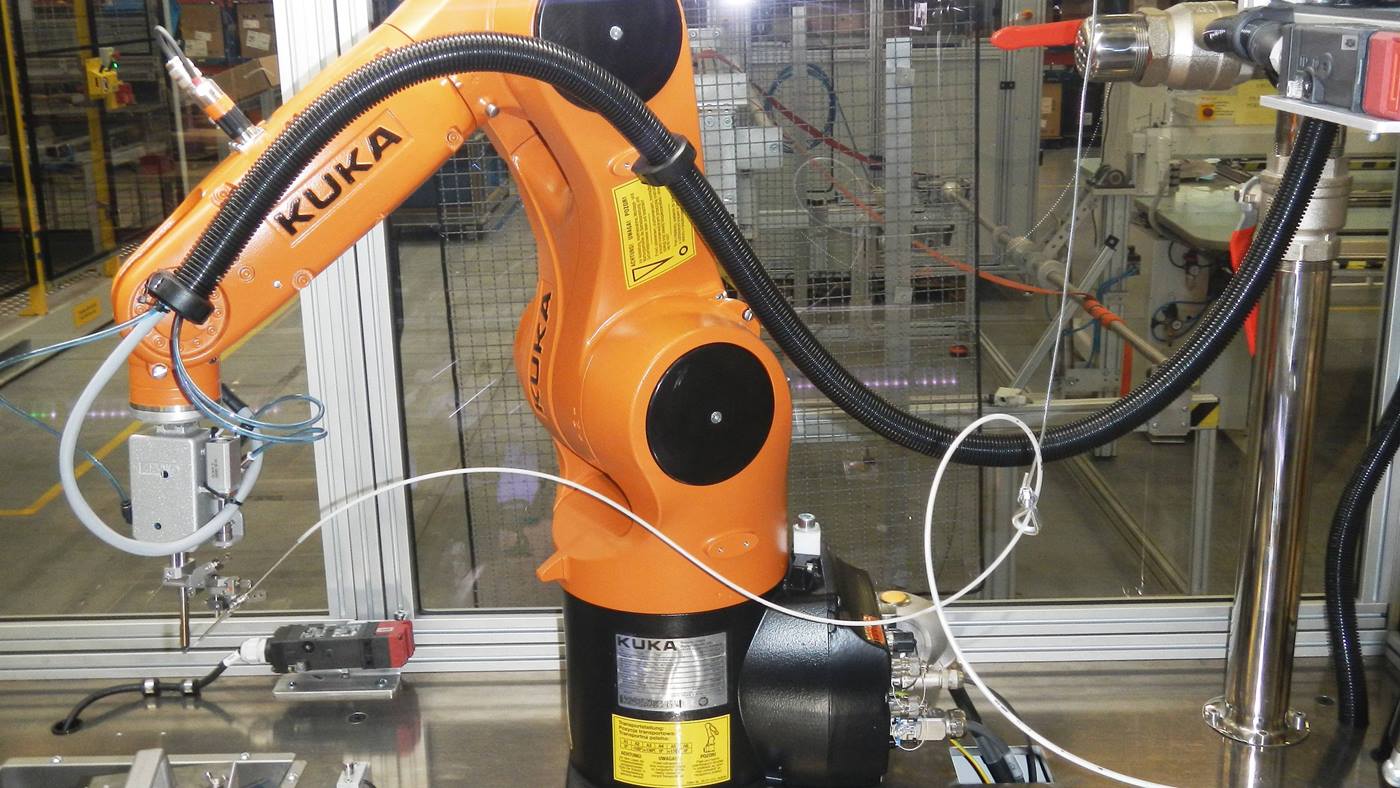
Brasatura selettiva di componenti con il robot KUKA KR AGILUS
Con il sistema di controllo ALNEA-ZEUS la precisione dei robot sostiene la produzione priva di errori.
Riduzione del tempo di produzione del 50%
La ALNEA Sp. z.o.o. con sede a Varsavia offre ai suoi clienti lo sviluppo e la produzione individuali di dispositivi di prova automatici o semi-automatici meccanici, elettrici, pneumatici. L’azienda polacca si è specializzata nel processo di brasatura selettiva. Il sistema di controllo ALNEA-ZEUS progettato anni fa da ALNEA necessitava tuttavia di un profondo ammodernamento per poter garantire anche in futuro gli standard richiesti dall'Associazione internazionale dell'industria di schede a circuito stampato e dell'elettronica (IPC).
La nuova versione della centralina di saldatura doveva poter disporre di tutti i parametri di processo necessari ad es. a preparare i materiali richiesti dalla procedura di saldatura, a posizionarli correttamente o a impedire la caduta di gocce di saldatura al di fuori dell'area di lavoro. ALNEA ha realizzato il nuovo sviluppo in stretta collaborazione con KUKA Robotics di Augusta. Grazie a un robot KUKA KR AGILUS è stato possibile migliorare in modo considerevole la precisione del processo di saldatura, eliminare le fonti di errore e ridurre il tempo di produzione del 50%.
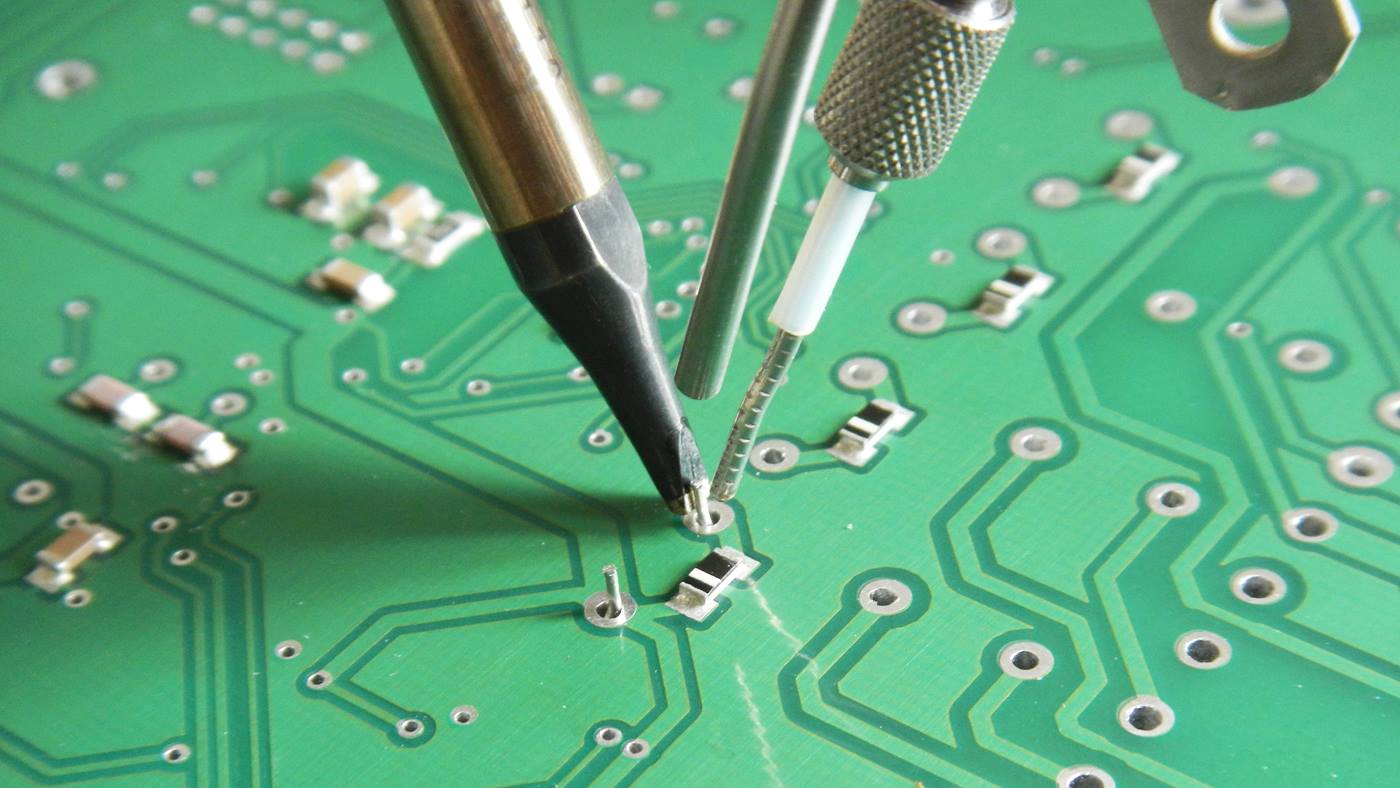
La tecnica di saldatura della cosiddetta Through-Hole-Technology (THT) esige la massima precisione. I parametri variabili come quantità del flusso, tempo e temperatura di pre-riscaldamento, e tempo di bagnatura o temperatura di saldatura intervengono in modo determinante sulla qualità. Occorre inoltre considerare gli effetti correlati ai materiali. Le strutture ridotte e le distanze minime da componenti, che non possono essere lubrificati, non consentono errori. I processi di riparazione della tecnologia THT richiedono tempo e denaro, spesso non sono riproducibili e in parte non sono neanche ammessi.
L’obiettivo dell’industria elettronica era pertanto un processo privo di errori. "Un processo di saldatura selettiva, controllato in modo affidabile, è il primo passo fondamentale per ottenere una produzione priva di errori", dichiara Krzysztof Kamiński, presidente di ALNEA Sp. Z.o.o.
Evitare errori con il controllo del processo e la correzione
Un’importante causa di errori nel processo di saldatura selettiva è costituita dai ponti di saldatura, che si verificano, per esempio, a causa del peso inferiore della lega di saldatura o per applicazione insufficiente dell’apporto. Tutti i processi associati dovrebbero essere monitorati in modo affidabile. Anche moduli posizionati in modo non corretto o impreciso possono comportare problemi nel processo di saldatura selettiva. Anche il monitoraggio e l’eventuale correzione della loro posizione è di importanza decisiva.
Solo un robot moderno può garantire la precisione necessaria per il processo di saldatura
Per questi motivi, oltre al nuovo sviluppo del controllo, per ALNEA è stato anche necessario installare un robot che potesse svolgere l’operazione di saldatura e posizionare con precisione i componenti. Nella ricerca del modello adatto, la scelta di ALNEA è caduta sulla collaborazione con KUKA. “Per noi sono stati determinanti il rapporto favorevole qualità/prezzo e l’eccellente assistenza tecnica del team KUKA”, spiega il Presidente.
Il controllo KUKA KR C4 soddisfaceva inoltre il requisito di ALNEA, ossia il controllo del processo tramite una semplice console operatore. Perché l’architettura aperta del controllo supporta l’integrazione senza problemi tecnica negli ambienti macchine esistenti.
Piccolo, veloce e preciso: il KUKA KR 6 R900
ALNEA ha optato come prototipo per un KR 6 R900 della serie KR AGILUS. La serie convince per le velocità estremamente elevate combinate con un’alta ripetibilità e massima precisione. Grazie alla loro struttura simmetrica, i robot KR AGILUS sfruttano appieno la loro area di lavoro. Per consentire alle loro strutture snelle di essere impiegate in spazi ristretti, KUKA ha collocato internamente il sistema di alimentazione di energia.
Il KR 6 R900 non garantisce solo massima precisione e velocità di lavoro in un design dal minimo ingombro, con una portata fino a 6 kg e un raggio d'azione di 900 mm, questo robot ha una precisione di ripetibilità inferiore a ± 0,03 mm e rappresenta quindi la soluzione ideale per soddisfare le esigenze del processo di saldatura. Sostanzialmente oltre al KR 6 R900 possono comunque essere combinati anche altri modelli di robot KUKA con il nuovo sistema di controllo ALNEA-ZEUS.
Cella di saldatura con il KR 6 R900.
Comandi direttamente tramite console operatore
“Durante l’integrazione della soluzione di automazione robotica, si è dovuto coordinare la comunicazione tra il controllo di saldatura e il controllo robot”, spiega Kamiński, ricordando una delle sfide affrontate. Per questo, nella, per così dire, memoria del robot è stato caricato un pacchetto software per il controllo de parametri del processo di saldatura selettivo. In questo modo, i clienti di ALNEA possono controllare direttamente il robot nel processo di produzione usando la console operatore KUKA smartPAD.
I comandi sono trasferiti al controllo ALNEA-ZEUS tramite comunicazione Ethernet. Il controllo esegue poi il comando sulla base dell’hardware e del software specifici del cliente. La soluzione non prevede un PLC o un pannello HMI e non richiede nessuna interfaccia addizionale.
Il risultato: riduzione del 50% del tempo di processo e livello minimo di errori
Il KUKA KR 6 R900 esegue in modo preciso i compiti assegnatigli nel processo di saldatura selettiva. Ha sia il compito di controllare i movimenti del saldatoio che quello di mantenere la scheda in una posizione fissa. Grazie alla soluzione di automazione robotizzata sviluppata da ALNEA è possibile monitorare tutti i parametri del processo di saldatura selettiva tramite la console operatore. Inoltre tutti i dati forniti dal robot KUKA vengono alimentati e utilizzati dal sistema.
Vi figurano, tra gli altri, il controllo dell’alimentazioni di componenti e relativo posizionamento, nonché comando di altri dispositivi esterni. Questo ha determinato non solo una sensibile riduzione degli errori ma anche un notevole aumento della produttività. “Con la nuova soluzione abbiamo accorciato il tempo di processo del 50%”, sottolinea Kamiński.
Grazie alla capacità di monitora il processo tramite console operatore, anche la formazione dei collaboratori dei clienti non è così fondamentale. Non occorre impegnare più di tre persone: esperti di processi, robot e controlli. Dopo un breve corso d formazione, anche l’operatore diretto può gestire il processo e il robot di saldatura.
Il robot tiene la scheda in una posizione fissa e al contempo controlla il movimento del saldatoio.