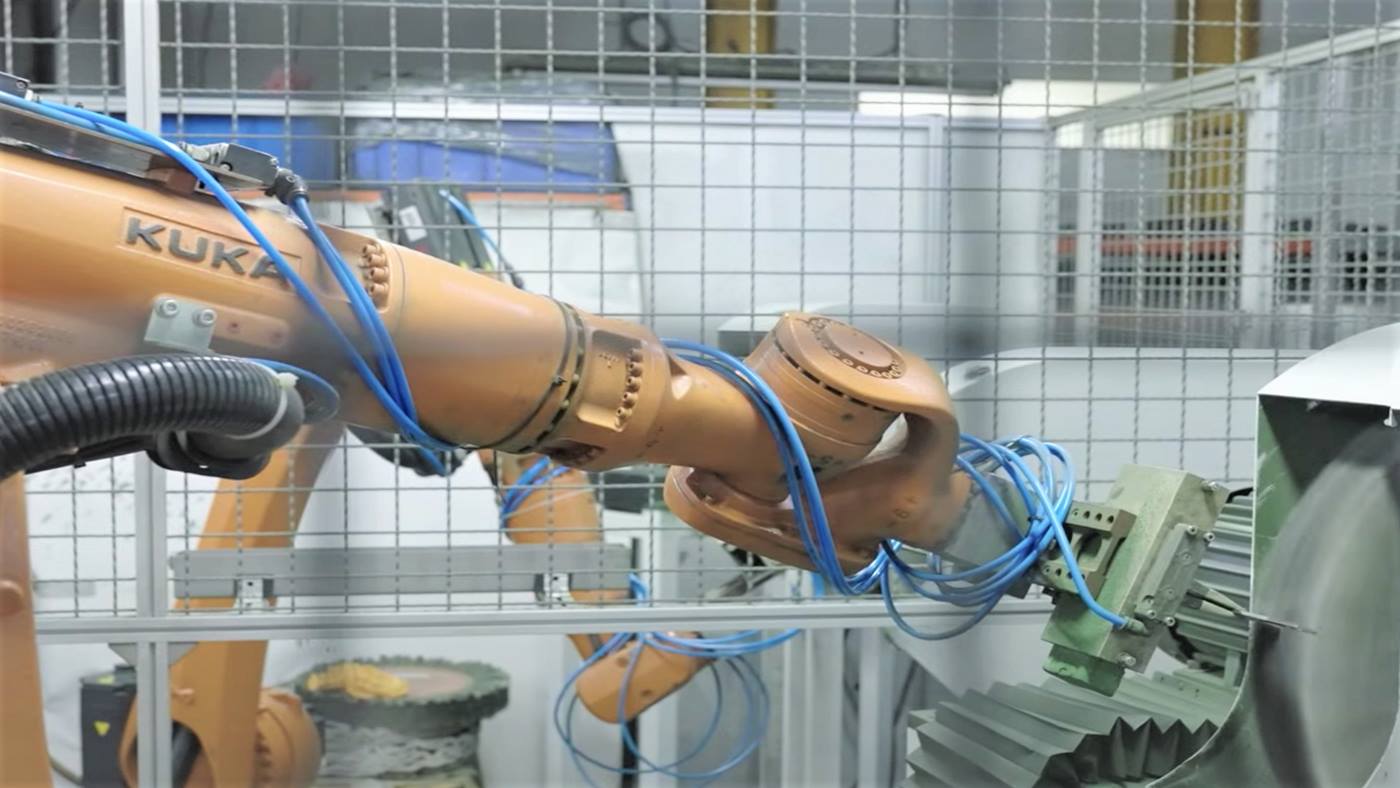
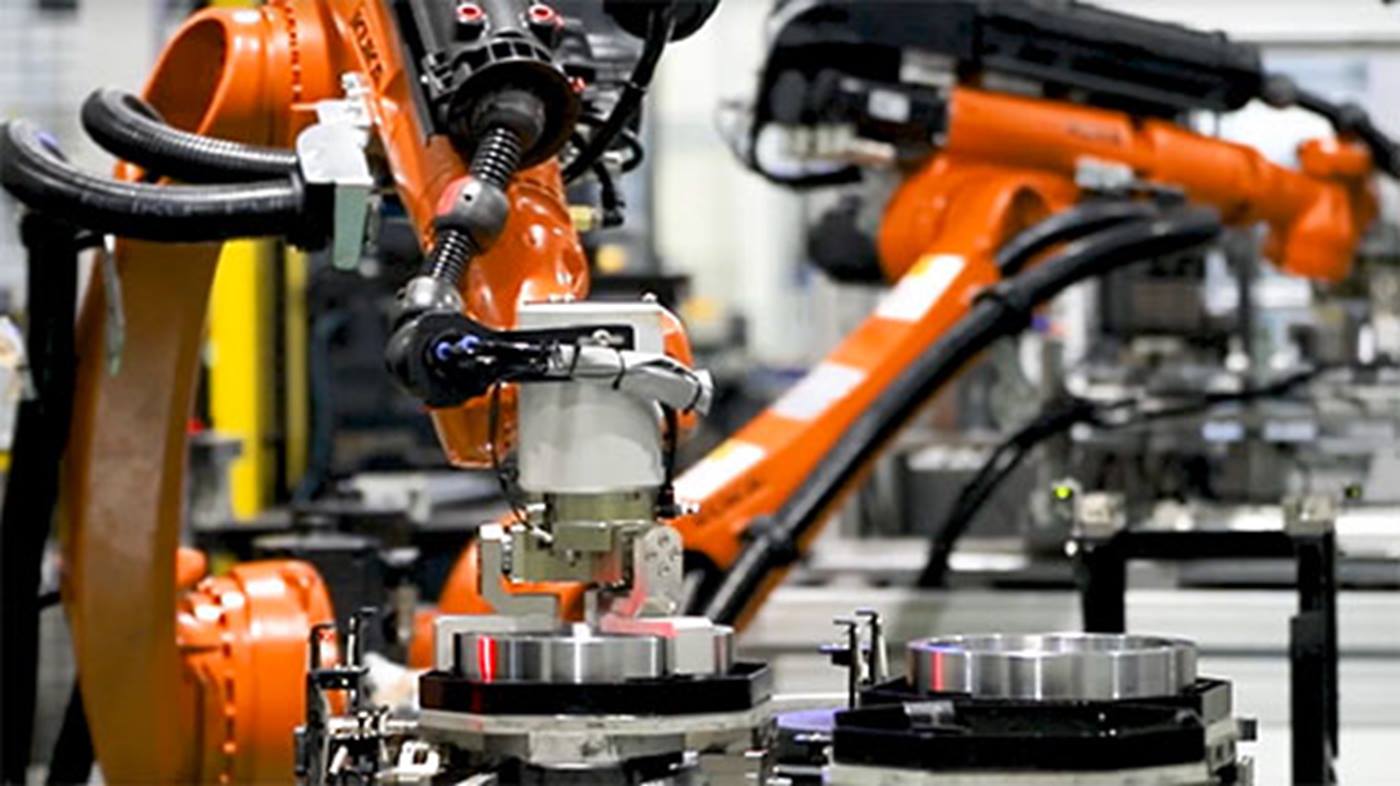
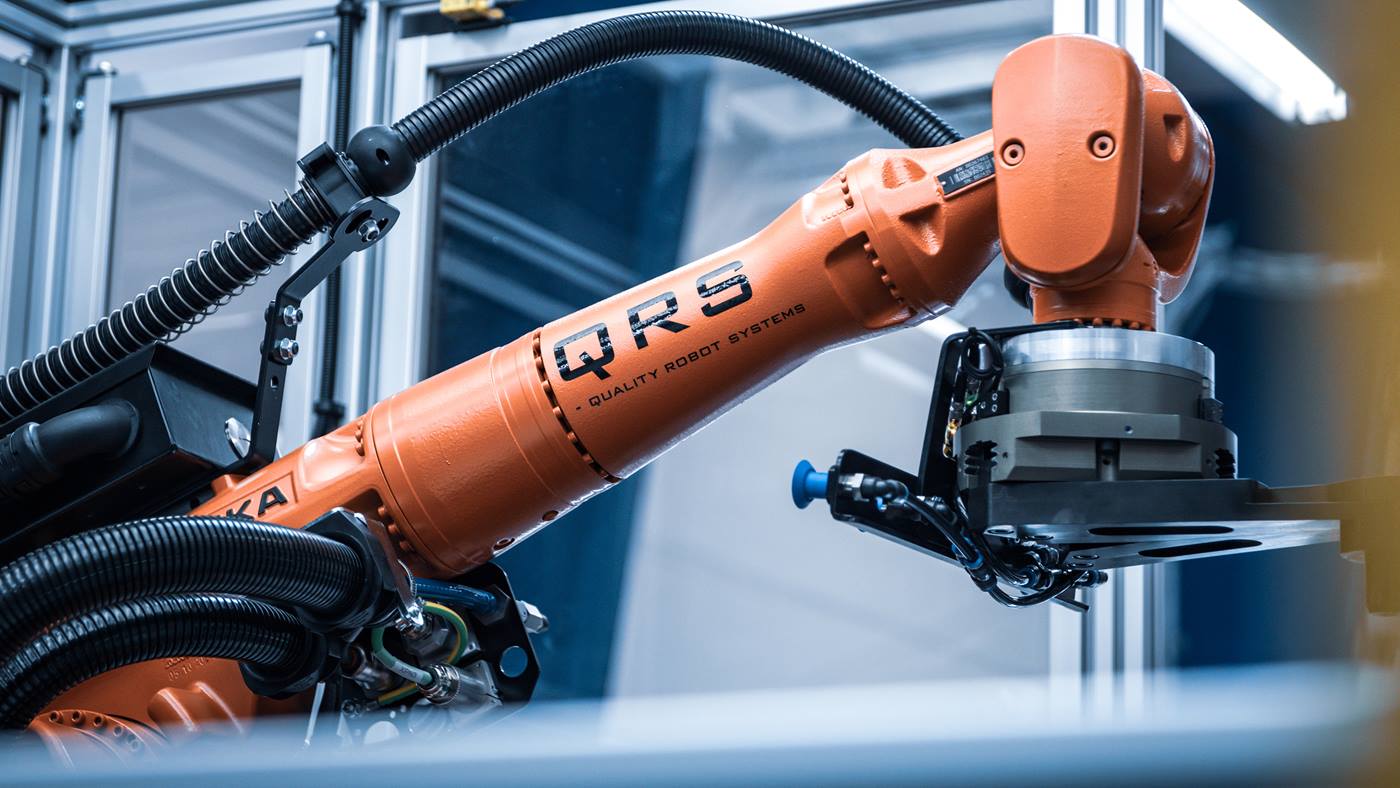
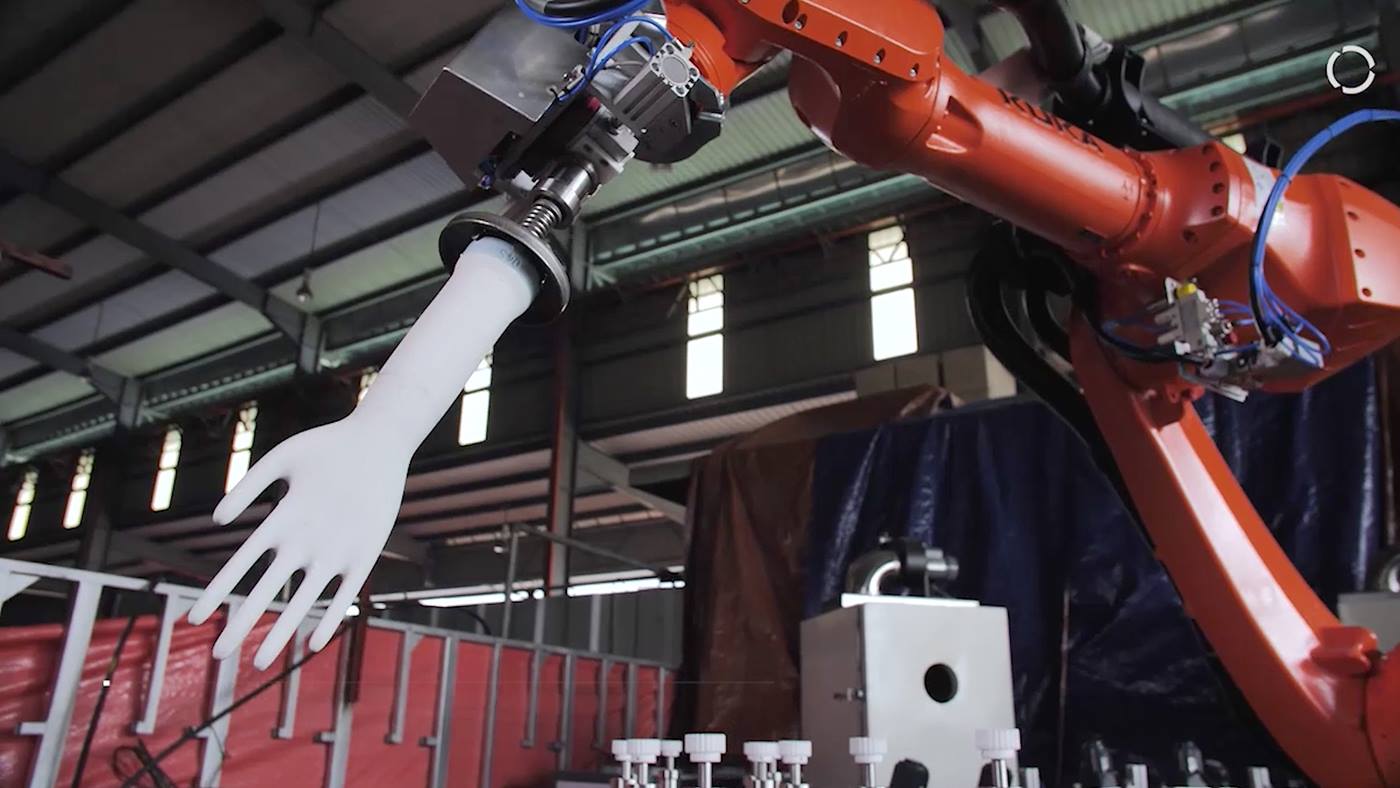
KUKA 的自动化解决方案 多年来,KUKA 用高效和与时俱进的自动化解决方案为客户可靠解决各种问题,并帮助他们走向成功。在此可以找到所有 KUKA 企业部门的客户项目概览。请搜索您行业中的解决方案或相似问题并请您亲身体会 KUKA 是如何帮助客户。