Está utilizando una versión de Internet Explorar desfasada. Actualice su navegador para obtener una visualización óptima.
KUKA esmerila las horquillas de las carretillas elevadoras en Kaup
Un exclusivo sistema de KUKA sin antecedentes en el mercado automatiza la fabricación de accesorios para carretillas elevadoras de la empresa Kaup
La situación de partida
En Aschaffenburg, la empresa Kaup produce una amplia variedad de «manos» para las carretillas elevadoras de todos los fabricantes de renombre en una superficie de 43 000 m². Algunos ejemplos de estos accesorios son los dispositivos para palés múltiples, los brazos tensores y las pinzas para cajas de cartón y para barriles. Un robot de soldadura de horquillas en un sistema desarrollado e instalado por KUKA produce 8000 horquillas estandarizadas para carretillas elevadoras. Mediante la soldadura automatizada de las dos chapas con grosores de entre 40 y 80 mm, se consigue la preforma de la horquilla en forma de L. En los siguientes pasos, las horquillas se preparan para el dimensionado y a los puntos de soldadura se les da un acabado fino.
La tarea
Antiguamente, en Kaup el esmerilado de la preforma de la horquilla era un trabajo realmente duro ya que por lo general lo realizaban a mano dos empleados en turnos alternos. «En el año 2014 nos dimos cuenta de que cada vez estaba más cerca el día en que estos dos empleados nos dejarían para disfrutar de su jubilación», explica el jefe de producción Ernesto Martin. «Hoy en día es prácticamente imposible encontrar a trabajadores que estén dispuestos a realizar un trabajo físico que requiera tanto esfuerzo día tras día. ¡Estamos hablando de más de 40 horquillas diarias! Esta fue una de las razones por la que hablamos con nuestro socio de toda la vida, KUKA, sobre una solución automatizada.
Otro motivo fue que, como ocurre en muchas otras empresas, el tiempo que requiere cada superficie de esmerilado nunca se había tenido en cuenta en nuestros cálculos de tiempo de ciclo. En el proceso de soldadura se cuentan los segundos, pero el esmerilado manual duraba lo mismo que ese proceso. Como consecuencia, esta tarea secundaria estaba limitando últimamente la capacidad del ciclo de producción».
La solución
Esto no es una tarea fácil porque el resultado deseado, que hace que el acabado posterior sea innecesario, depende de una enrome cantidad de parámetros, secuencias, valores medidos, análisis de desgaste de las herramientas y experiencia. KUKA diseñó e instaló el sistema basándose en la experiencia del cliente y en sus propios especialistas en automatización.
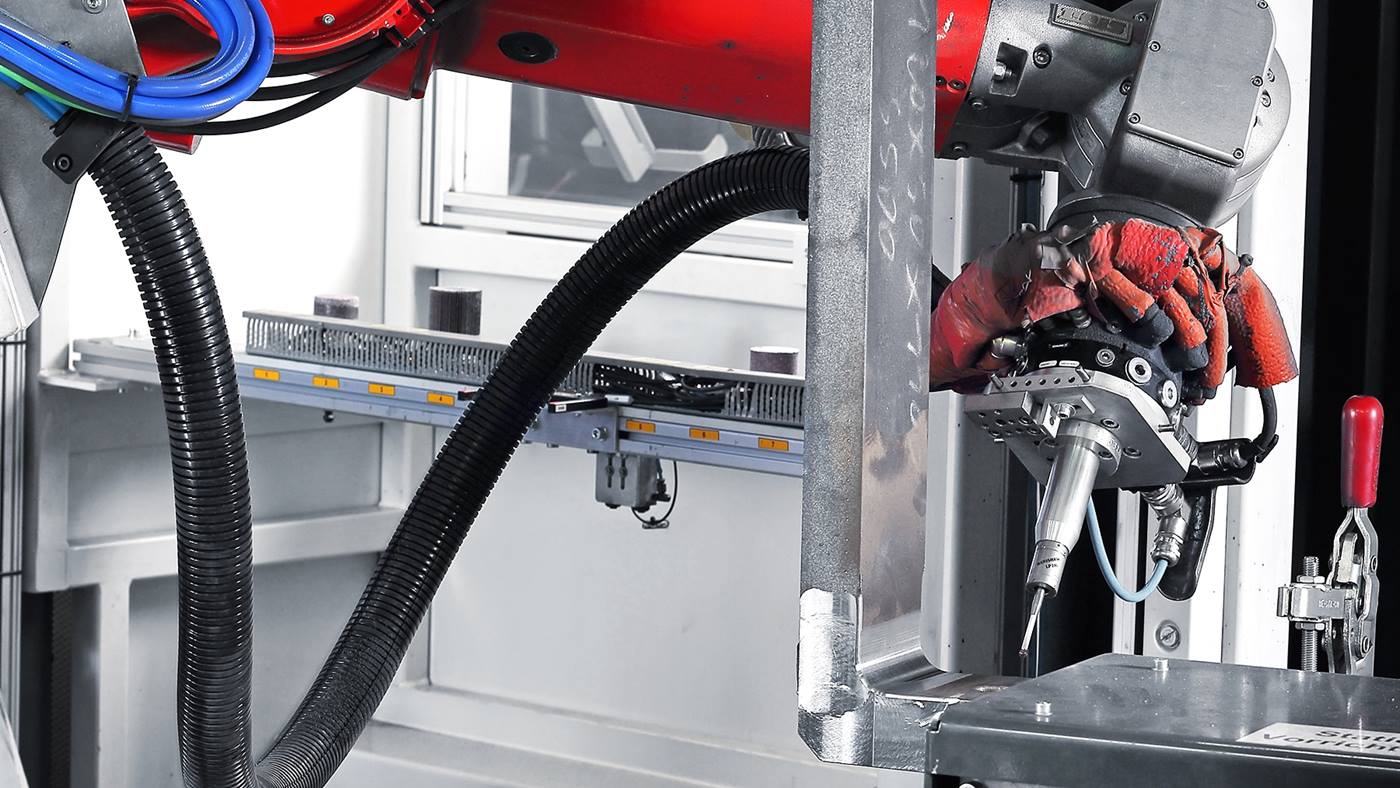
El robot es el elemento central del sistema de dos estaciones. Este es capaz de realizar todos los trabajos de esmerilado necesarios in situ con la ayuda de un sistema de cambio de herramienta. En cada estación, un operario deposita dos preformas de horquilla con ayuda de una grúa.
Los valores reales de cada horquilla se miden con una sonda de medición que el robot coge de la estación de cambio de herramienta.
En el caso de algunas piezas de trabajo, no es posible evitar ciertas tolerancias durante la prefabricación, por eso el robot coge una sonda de medición inalámbrica de la estación de cambio de herramienta y controla los puntos necesarios. Los resultados de medición sirven de referencia para realizar las correcciones en el programa de componentes en cuestión. A continuación se produce un cambio de herramienta en el que se utiliza la amoladora angular con discos lijadores. Esta funciona con aire comprimido, como las herramientas que se utilizarán a continuación. Esto les permite trabajar con más flexibilidad en lo que respecta a las tolerancias de los componentes. El programa varía la presión de contacto en función de la herramienta y de la pieza de trabajo.
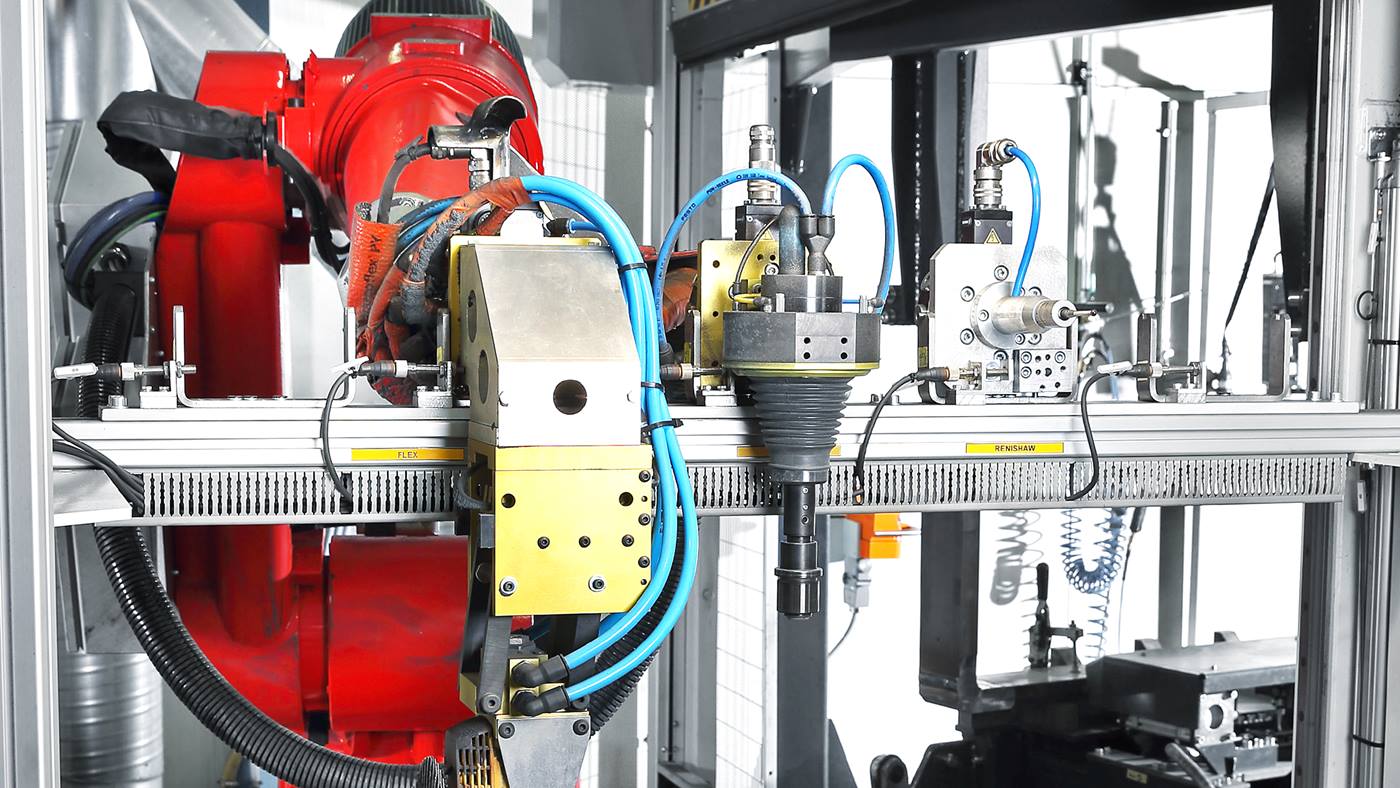
Si el desgaste de la piedra amoladora supera un diámetro mínimo, esta se cambia por una nueva en la estación de cambio de herramienta. El robot se encarga de realizar los toques de acabado en la soldadura en ángulo de la horquilla con ayuda de un disco lijador que coge después de poner en su sitio la piedra amoladora.
Sistema de referencia de KUKA
El nuevo sistema de robot elimina entonces las tolerancias del mecanizado mecánico anterior, así como las tolerancias de los componentes utilizando herramientas neumáticas. El mayor reto era determinar los parámetros individuales. Como no había ningún otro sistema que fuera remotamente parecido, se implementaron programas de referencia que Kaup, utilizando sus propios conocimientos técnicos, continuó ampliando de forma sucesiva y adaptándolos a otras tareas y piezas de trabajo. En la aplicación se registra información como el ángulo de ajuste de la herramienta, la presión de contacto, la alimentación, el desgaste por ciclo de esmerilado y el ciclo de vida esperado, así como los movimientos oscilantes adaptados para poder esmerilar sin problema los poros de las piedras amoladoras y los papeles de lija.
Estación de cambio de herramienta con dispositivo de medición para comprobar el diámetro de la piedra amoladora.
Con la ayuda de KUKA, hemos automatizado un paso del proceso de producción que goza de poca popularidad por el gran esfuerzo físico que requiere. Ahora las personas solo tendrán que realizar esas tareas de acabado en las piezas de trabajo especiales. Al mismo tiempo, hemos sido capaces de aumentar la velocidad en un 50 % gracias al uso del nuevo sistema, por lo que un ciclo ahora dura solo 8 minutos.