Korzystasz ze starszej wersji przeglądarki Internet Explorer. Aby zapewnić optymalnie działanie, zaktualizuj przeglądarkę
KUKA Industries szlifuje wózki widłowe w firmie Kaup
Co roku firma Kaup produkuje 40 000 podzespołów do wózków widłowych i sprzedaje je renomowanym dostawcom wózków widłowych. Wśród nich jest około 8000 par wideł, które muszą zostać wyprodukowane. Dotychczas po spawaniu należało wykonać żmudne, ręczne prace szlifierskie, aby zapewnić optymalne wykończenie. Nowatorska instalacja KUKA Industries automatyzuje tę czynność, dla której do tej pory nie było dostępnych na rynku żadnych urządzeń.
Sytuacja wyjściowa
Przedsiębiorstwo Kaup w swoim zakładzie o powierzchni 43 000 m² w miejscowości Aschaffenburg produkuje najróżniejsze widły dla wózków widłowych wszystkich renomowanych producentów np. paletyzery, ramiona zaciskowe, klamry do kartonów i beczek. Dzięki pomocy robota spawalniczego instalacja, która została w całości zaprojektowana i zainstalowana przez KUKA, pozwala wyprodukować 8000 par standardowych wideł. Po zautomatyzowanym zespawaniu obu blach o grubości od 40 do 80 mm powstaje półfabrykat w kształcie litery L. W kolejnym etapie widły są docinane na wymiar, a miejsca spawania wykańczane.
Zadanie
Szlifowanie zgrubne przygotowanych wcześniej półfabrykatów wideł było w przeszłości bardzo ciężką pracą, którą w firmie Kaup wykonywało ręcznie dwóch pracowników pracujących w trybie zmianowym. „W 2014 roku uświadomiliśmy sobie, że niedługo obu pracowników będzie musiało udać się na zasłużony odpoczynek” – wyjaśnia kierownik produkcji Ernesto Martin. „W dzisiejszych czasach znalezienie pracowników, którzy byliby skłonni dzień w dzień wykonywać tak ciężką fizyczną pracę jest praktycznie niemożliwe. Mówimy o ponad 40 parach wideł dziennie! To był jeden z powodów, dla których zdecydowaliśmy się porozmawiać o zautomatyzowanym rozwiązaniu z naszym wieloletnim partnerem, firmą KUKA.
Poza tym czas potrzebny na szlifowanie zgrubne nigdy tak naprawdę nie był przez nas – podobnie jak przez inne przedsiębiorstwa – uwzględniany w obliczeniach czasów taktowania. W procesach spawania liczone są sekundy, a ręczne szlifowanie zgrubne trwało tyle, ile trwało. W ten sposób prace dodatkowe stały się „wąskim gardłem” w cyklu produkcyjnym.”
Rozwiązanie
Nie jest to łatwe zadanie, gdyż zamierzony efekt, dzięki któremu późniejsza obróbka zgrubna jest zbędna, zależy od bardzo wielu parametrów, a także kolejności procesów, wartości pomiarowych, zdobytych doświadczeń i analiz zużycia narzędzi. KUKA stworzyła i zamontowała instalację w oparciu o doświadczenia klienta i własnych specjalistów ds. automatyzacji.
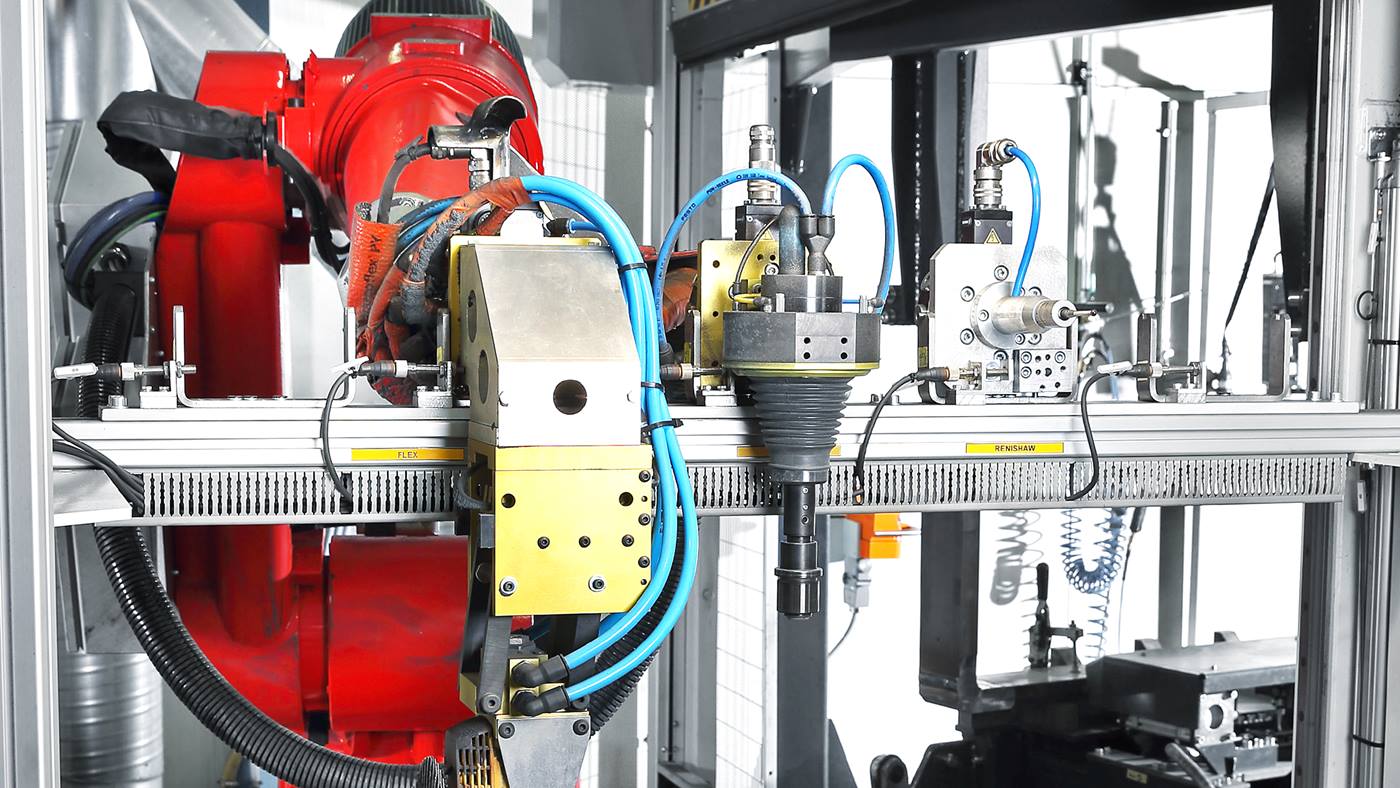
Robot jest centralnym elementem instalacji wyposażonej w 2 stacje. Dzięki systemowi wymiany narzędzi jest on w stanie wykonać wszystkie niezbędne prace szlifierskie. Na każdej stacji pracownik umieszcza za pomocą dźwigu po dwa półfabrykaty wideł.
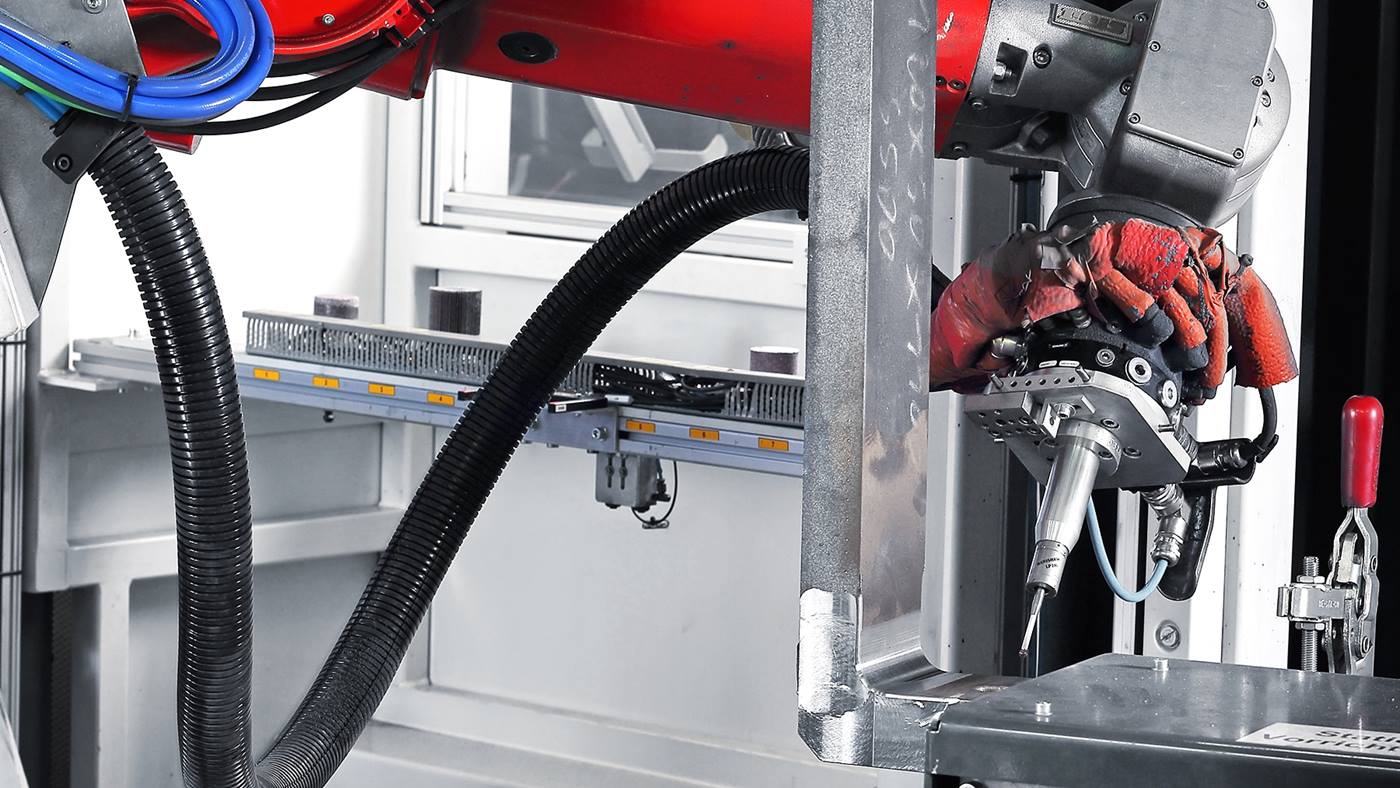
Za pomocą czujnika pomiarowego, który robot przejął ze stacji wymiany narzędzi, określane są wartości rzeczywiste każdych wideł.
W przypadku tego typu obrabianych elementów podczas obróbki wstępnej nie da się uniknąć pewnych tolerancji, dlatego robot odbiera ze stacji wymiany narzędzi radiowy czujnik pomiarowy i najeżdża nim na odpowiednie punkty. Wyniki pomiaru służą jako wartości korekty dla zapisanego programu obróbki elementu. Następuje wymiana narzędzia, podczas której stosuje się Flex z wachlarzową tarczą szlifierską. Jest ona napędzana za pomocą sprężonego powietrza, podobnie jak pozostałe narzędzia. To gwarantuje elastyczną pracę pod względem tolerancji podzespołów. Program dopasowuje docisk do narzędzia i obrabianego elementu.
Jeśli na skutek zużycia kamień szlifierski nie osiąga minimalnej średnicy, zostaje on wymieniony na nowy w stacji wymiany narzędzi. Robot wykonuje szlif właściwy po wewnętrznej stronie wideł za pomocą wachlarzowej tarczy szlifierskiej, którą odbiera po odłożeniu kamienia szlifierskiego.
Instalacja referencyjna dla KUKA
Nowa instalacja oparta na pracy robota wykonuje szlifowanie zgrubne uwzględniając tolerancje z poprzedniej obróbki mechanicznej oraz tolerancje podzespołów przy pomocy narzędzi pneumatycznych. Największym wyzwaniem było określanie poszczególnych parametrów. Do tej pory nie było na rynku porównywalnej instalacji, dlatego należało stworzyć programy referencyjne, które firma Kaup sukcesywnie rozwija z udziałem własnego know-how oraz dopasowuje do kolejnych zadań i elementów. W aplikacjach są zapisane takie informacje jak kąt dostawiania narzędzia, docisk, posuw, zużycie na cykl szlifowania, oczekiwana żywotność oraz odpowiednie ruchy oscylujące, aby dobrać granulację kamienia szlifierskiego i papieru ściernego.
Stacja wymiany narzędzi z urządzeniem do pomiaru średnicy kamieni szlifierskich.
Dzięki KUKA udało nam się zautomatyzować niepopularny, wyczerpujący pod względem fizycznym etap produkcji, wykonywany przy dużym poziomie hałasu i zapylenia. Pracownicy wykonują tego typu czynności szlifierskie tylko w przypadku niestandardowych elementów specjalnych. Jednocześnie nowa instalacja umożliwiła nam zwiększenie wydajności o około 50 procent, ponieważ jeden cykl trwa zaledwie 8 minut.