You are using Internet Explorer and will not be able to use our website properly. Please change to an up-to-date browser for ideal presentation of the website.
KUKA dresses lift truck forks at Kaup
The company Kaup manufactures 40,000 attachments for fork lift trucks every year and distributes them to renowned fork lift suppliers. Some 8,000 lift truck forks are amongst the attachments being manufactured. Up to now, laborious manual dressing was necessary after the welding process for an optimal finish. A unique system from KUKA, which had no previous counterpart on the market, now automates this job.
The initial situation
In Aschaffenburg, the company Kaup produces a wide variety of “hands” for fork lift trucks (for example, attachments such as multi-pallet handlers, slip-on arms, carton and drum clamps) across an area of 43,000 m² for all the big-name manufacturers. 8,000 standardized lift truck forks are produced using a fork welding robot in a system developed and installed by KUKA. The automated welding of the two plates with thicknesses between 40 and 80 mm creates the L-shaped blank of the fork. In subsequent steps, the forks are dressed to size and the welds are ground to a smooth finish.
The task
At Kaup in the past, the dressing of the prepared fork blanks was a literally heavy-duty job primarily carried out manually by two employees in alternating shifts. “In 2014, we realized that the day was soon approaching when both employees would leave us to go into their well-earned retirement,” explains head of production Ernesto Martin. “Today, it is nearly impossible to find workers who are prepared to perform such a physically strenuous task day after day. After all, we are talking about more than 40 forks a day here! This was one of the reasons prompting us to discuss an automation solution with our long-standing partner, KUKA. A further motivation is that – just as is the case with many other companies – the time required for the surface finishing had never really been factored into our cycle time calculations. Every second is counted in the welding process, but manual dressing simply took as long as it did. As a result, these secondary tasks were ultimately a bottleneck in the production cycle.”
The solution
This is not an easy task because the desired result, which makes subsequent finishing unnecessary, depends on an enormous number of parameters, sequences, measured values, tool wear analyses and experience. KUKA designed and installed the system based on the expertise of the customer and its own automation specialists. The robot is the central element of the two-station system. It is able to perform all the required surface finishing operations with the aid of a tool changing system. An operator at each station loads two fork blanks with assistance from a crane.
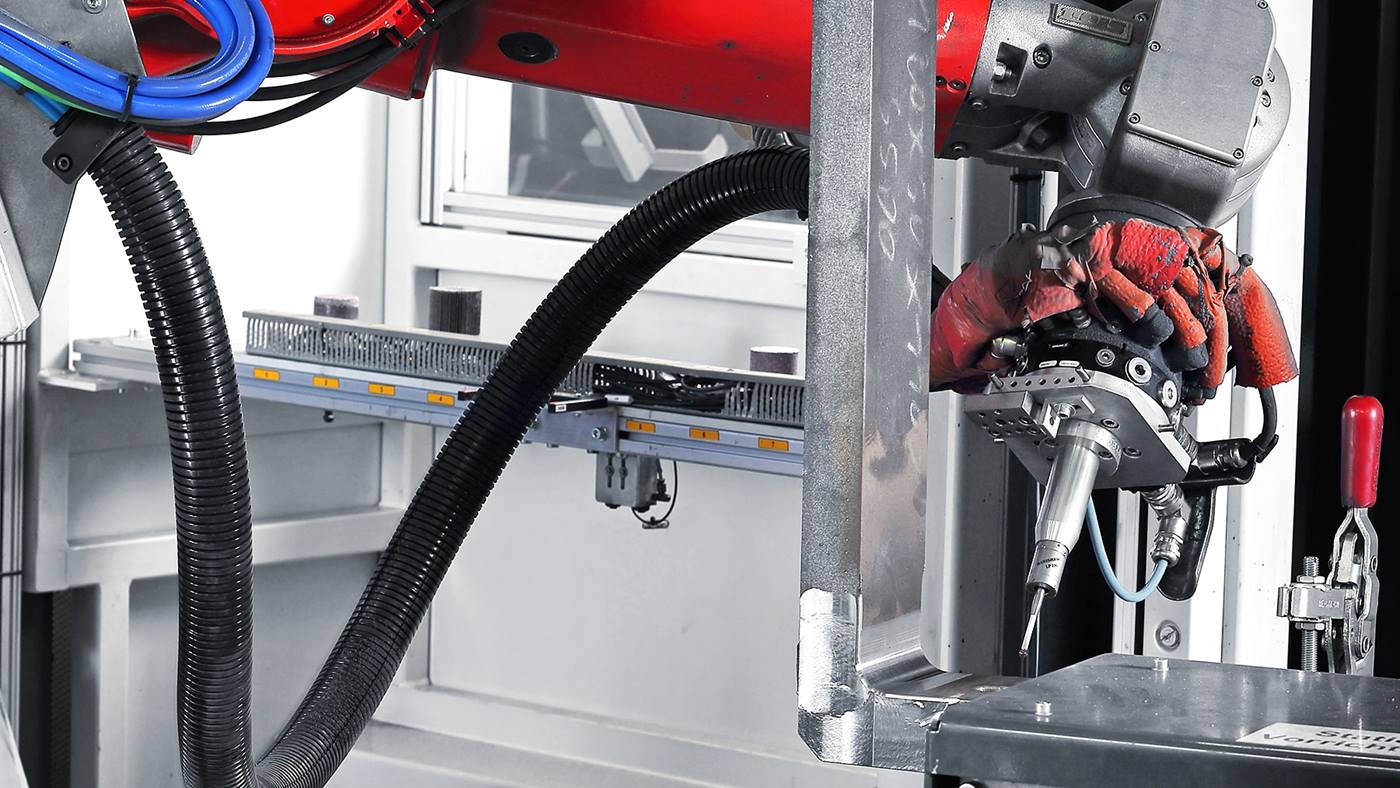
The actual values of each fork are measured using a touch probe that the robot fetches from the tool changing station.
Where these workpieces are concerned, it is not possible to prevent certain tolerances from occurring in their prefabrication. For this reason, the robot fetches a radio transmission touch probe from the tool changing station and addresses the relevant points. The measurement results are used as a basis for correcting the stored component program. A tool change then takes place and the angle grinder with flap wheel is used. This is operated pneumatically, as are the tools that are used subsequently. This allows them to work with greater flexibility in respect of component tolerances. The program varies the contact pressure according to the tool and workpiece. If the grindstone wears down below a minimum diameter, it is exchanged for a new one in the tool changing station. The robot carries out the finishing touches along the inside fillet weld of the fork using a flap wheel which it picks up after returning the grindstone.
Reference system for KUKA
The new robot system now eliminates tolerances from the preceding machining steps as well as component tolerances using pneumatic tools. The greatest challenge here was determining the individual parameters. Because there were no other systems that were relatively similar, reference programs were established, which Kaup – using its in-house expertise – continues to successively expand and adapt to other tasks and workpieces. A wealth of information, such as the tilt angle of the tool, contact pressure, feed rate, wear per grinding cycle, anticipated working life as well as adapted oscillating motions for grinding open the pores of grindstones and abrasive papers, is stored in the applications.
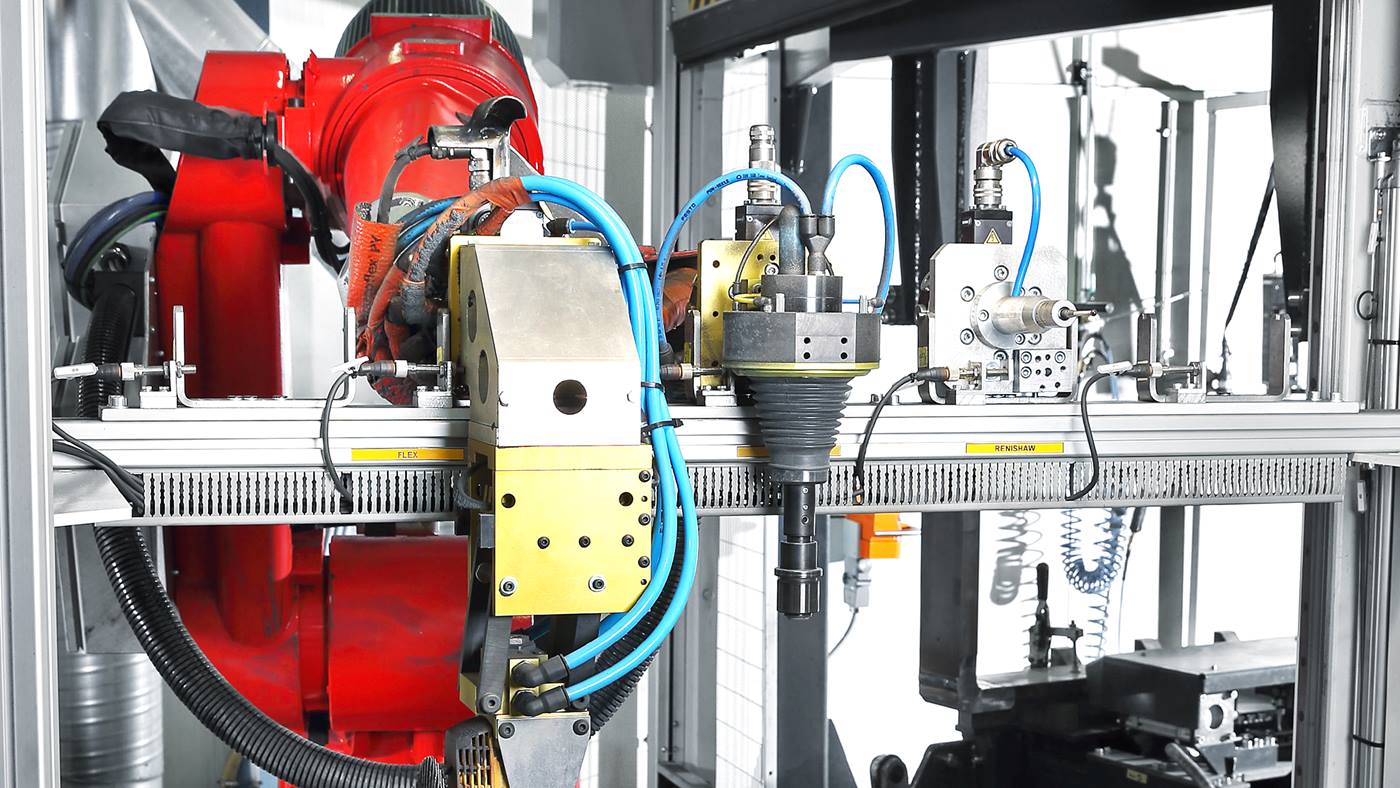
Tool changing station with measurement equipment for checking the diameter of the grindstones.
With help from KUKA, we have automated a process step which is very unpopular due to its physically strenuous nature as well as the noise and large quantities of dust it produces. Humans will now only perform such dressing tasks when unusual special workpieces are involved. At the same time, we were able to increase the speed by roughly 50 percent using the new system. A cycle now lasts only 8 minutes.