La versione del browser Internet Explorer in uso non è aggiornata. Per una rappresentazione ottimale vi consigliamo un aggiornamento del browser
KUKA esegue la sbavatura degli elevatori a forche presso la società Kaup
La società Kaup produce e commercializza ogni anno 40.000 attrezzature per carrelli elevatori per rinomate società fornitrici del settore. Tra le attrezzature da produrre figurano circa 8.000 elevatori a forche. Fino ad oggi, dopo il processo di saldatura erano necessari interminabili lavori manuali di sbavatura per ottenere una finitura perfetta. Un impianto di KUKA assolutamente unico nel suo genere, che non aveva un equivalente in passato sul mercato, automatizza questa operazione.
La situazione di partenza
A Aschaffenburg, la società Kaup produce su una superficie di 43.000 m² un’ampia gamma di “mani” per carrelli elevatori di tutti i produttori noti del settore, per esempio accessori come posizionatori multipallet, calzatoie, pinze per fusti e cartoni. 8.000 elevatori a forche standardizzati sono realizzati per mezzo di un robot di saldatura a forche in un impianto sviluppato e installato da KUKA. La saldatura automatizzata di entrambe le lamine, il cui spessore è compreso tra i 40 e gli 80 mm, genera la parte grezza a forma di L della forca. Nelle fasi successive, le forche vengono sbozzate per ottenere la misura desiderata e le saldature eseguite sottoposte a finitura.
Il compito
In passato la sbavatura del forche grezze preparare era un lavoro pesante nel vero senso del termine, svolgo principalmente a mano da due operatori in turni alternati. “Nel 2014 abbiamo capito che sarebbe presto arrivato il giorno in cui entrambi i collaboratori ci avrebbero lasciato per godersi la merita pensione”, spiega il responsabile di produzione Ernesto Martin. “Oggi è praticamente impossibile trovare qualcuno disposto a eseguire giorno dopo giorno un lavoro così fisicamente impegnativo. Stiamo parlando di oltre 40 forche al giorno! Questo è stato uno dei motivi che ci ha indotto a parlare di una soluzione automatizzata con il nostro partner di tanti anni di collaborazione KUKA.
Un altro motivo è che - esattamente come accade in molte altre imprese - il tempo necessario per la finitura della superficie non è mai stato effettivamente considerato nei calcoli dei tempi ciclo. Nei processi di saldatura si calcola ogni secondi, ma la sbavatura manuale semplicemente durava il tempo necessario per eseguirla. Ne conseguiva che le attività secondarie si traducevano in una strozzatura nel ciclo di produzione.”
La soluzione
Non è un compito facile, in quanto il risultato desiderato, che rende superfluo un successivo lavoro di finitura, dipende da un numero infinito di parametri, sequenze, valori misurati, analisi dell’usura utensili nonché dall’esperienza. KUKA ha progettato e installato il sistema sulla base delle esperienza maturata dal cliente e dai suoi esperti nel settore dell’automazione.
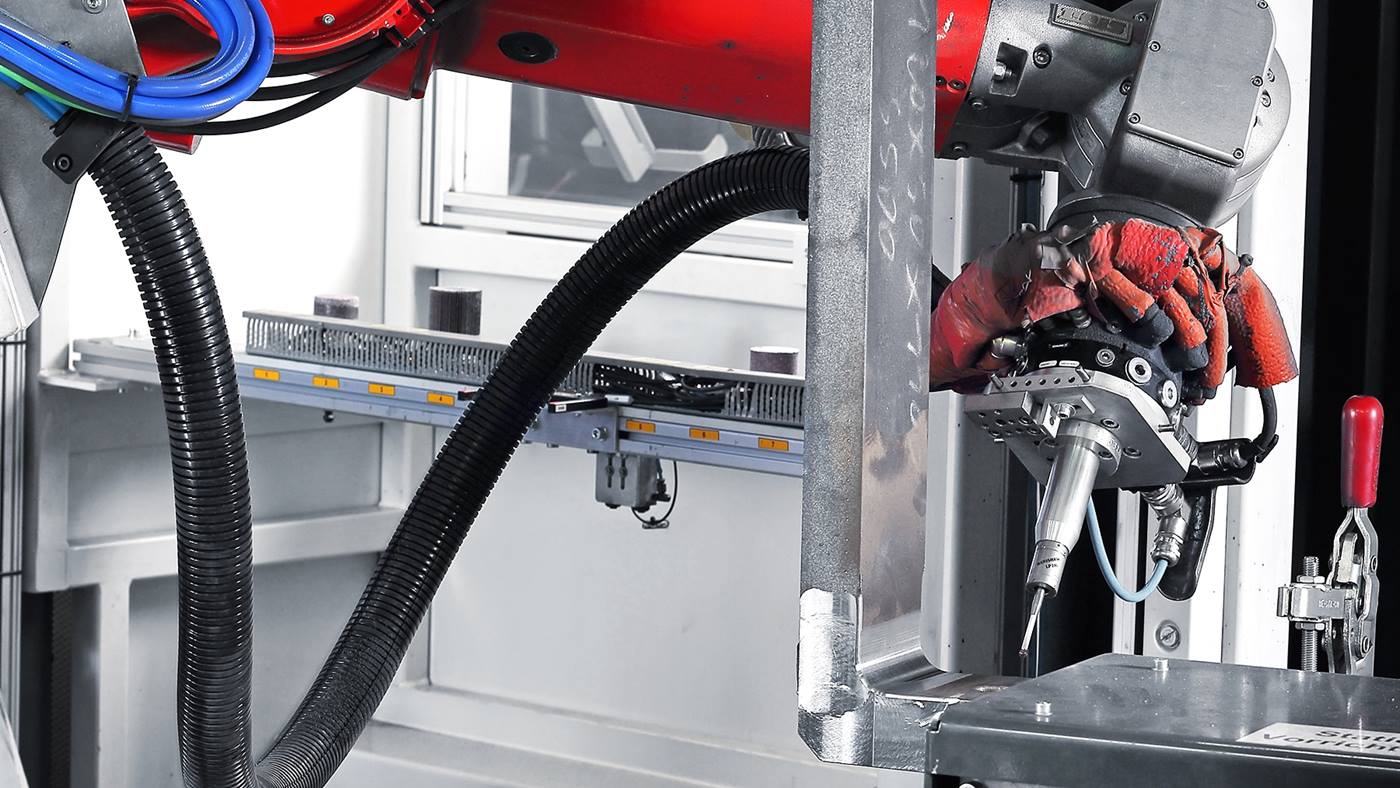
Il robot è l’elemento centrale dell’impianto a due stazioni. Con l’ausilio di un sistema di cambio utensili è in grado di eseguire tutte la operazioni necessarie di finitura della superficie. In ogni stazione un operatore carica con una gru due forche grezze.
I valori effettivi di ogni forca vengono misurati usando un tastatore che il robot ha prelevato dalla stazione dedicata al cambio utensili.
Con pezzi da lavorare di questo tipo, non è possibile evitare determinate tolleranze nella fase di prefabbricazione e per questo motivo il robot preleva dalla stazione di cambio utensili un radiotastatore e si dirige sui punti interessati. I risultati delle misurazioni sono utilizzati per correggere il programma memorizzato relativo ai componenti. Avviene quindi un cambio utensile in cui si utilizza la smerigliatrice con ruote lamellari, ad azionamento pneumatico, come gli utensili utilizzati successivamente. Questo consente di lavorare con maggiore flessibilità rispetto alle tolleranze del componente. Il programma modifica la pressione di contatto a seconda dell’utensile e del pezzo.
Se la mola con l’abrasione ottiene un diametro inferiore al minimo previsto, viene sostituita con una nuova nella stazione di cambio utensili. Il robot esegue la microfinitura sulla piegatura interna della forca con l’ausilio di una smerigliatrice, che preleva dopo aver depositato la mola.
Impianto di riferimento per KUKA
Il nuovo impianto robotizzato elimina ora le tolleranze della precedente lavorazione meccanica e le tolleranze del componente con l’ausilio di utensili pneumatici. La sfida maggiore consisteva nel determinare i singoli parametri. Poiché non esistevano altri impianti che fossero relativamente simili, sono stati elaborati infine dei programmi di riferimento che Kaup, basandosi sul proprio know-how aziendale, amplia costantemente adattandoli ad altre attività e ad altri pezzi. Nelle applicazioni sono memorizzate alcune informazioni quali angolo di inclinazione del pezzo, pressione di contatto, avanzamento, rimozione per ciclo di rettifica, durata attesa nonché movimenti oscillanti adattati, affinché la rettifica apra i pori di mole e carte smerigliatrici.
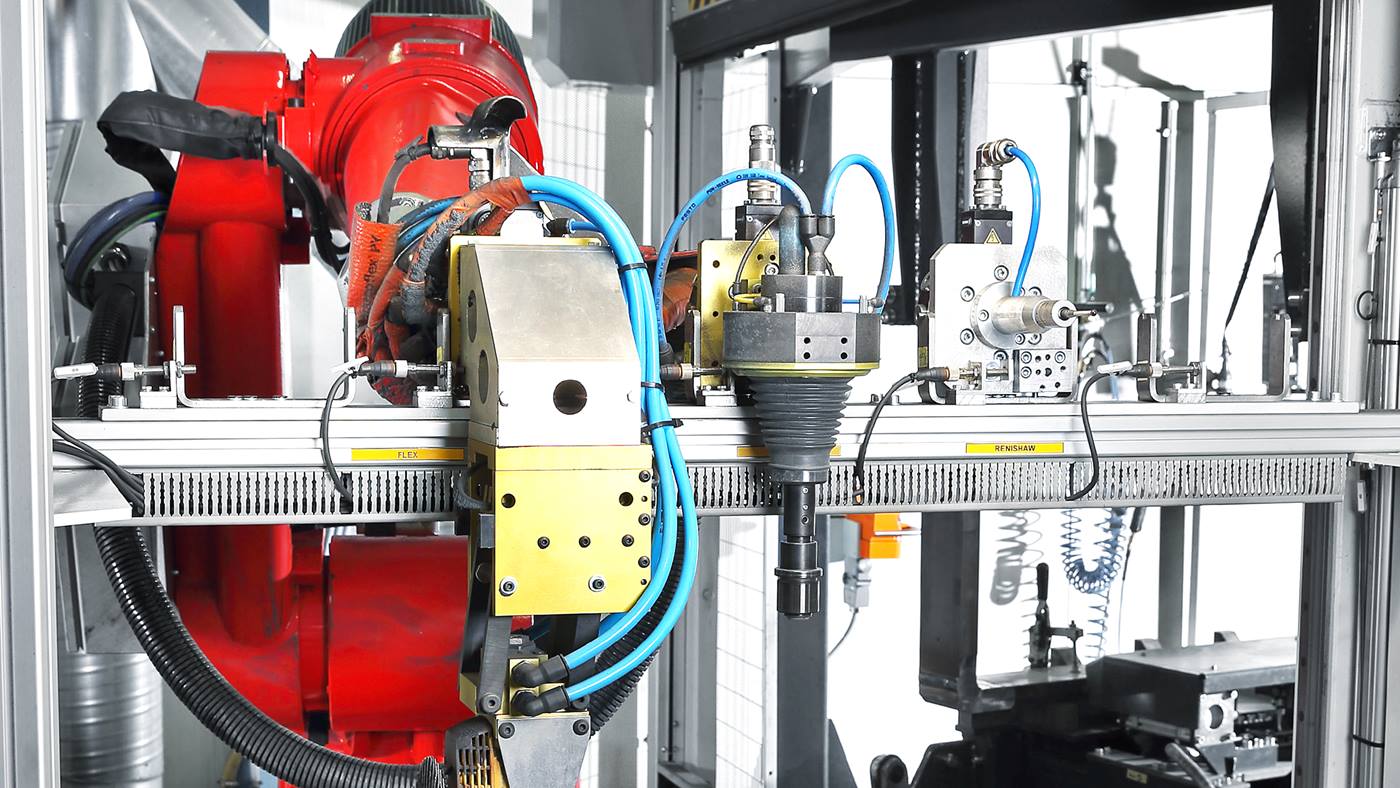
Stazione di cambio utensili con dispositivo di misurazione per verificare il diametro delle mole.
Con l’aiuto di KUKA abbiamo automatizzato una fase della produzione molto impopolare, a causa dell’impegno fisico che richiede nonché del rumore e delle grandi quantità di polvere che genera. Gli operatori umani eseguiranno ora queste attività di sbavatura sono se si tratta di pezzi speciali e non consueti. Allo stesso tempo, con il nuovo impianto siamo riusciti ad aumentare la velocità di circa il 50%, perché ora il ciclo dura solo 8 minuti.