Die Ausgangssituation
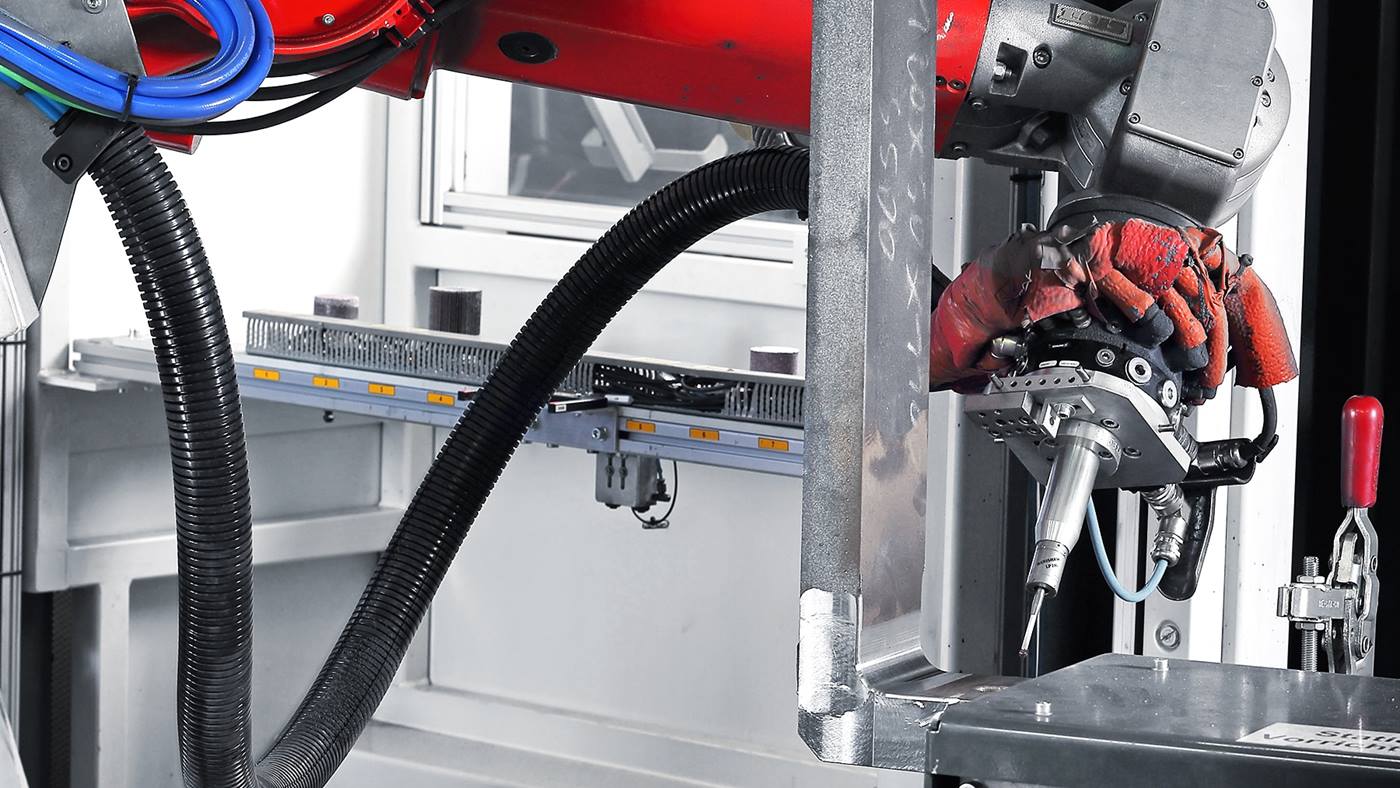
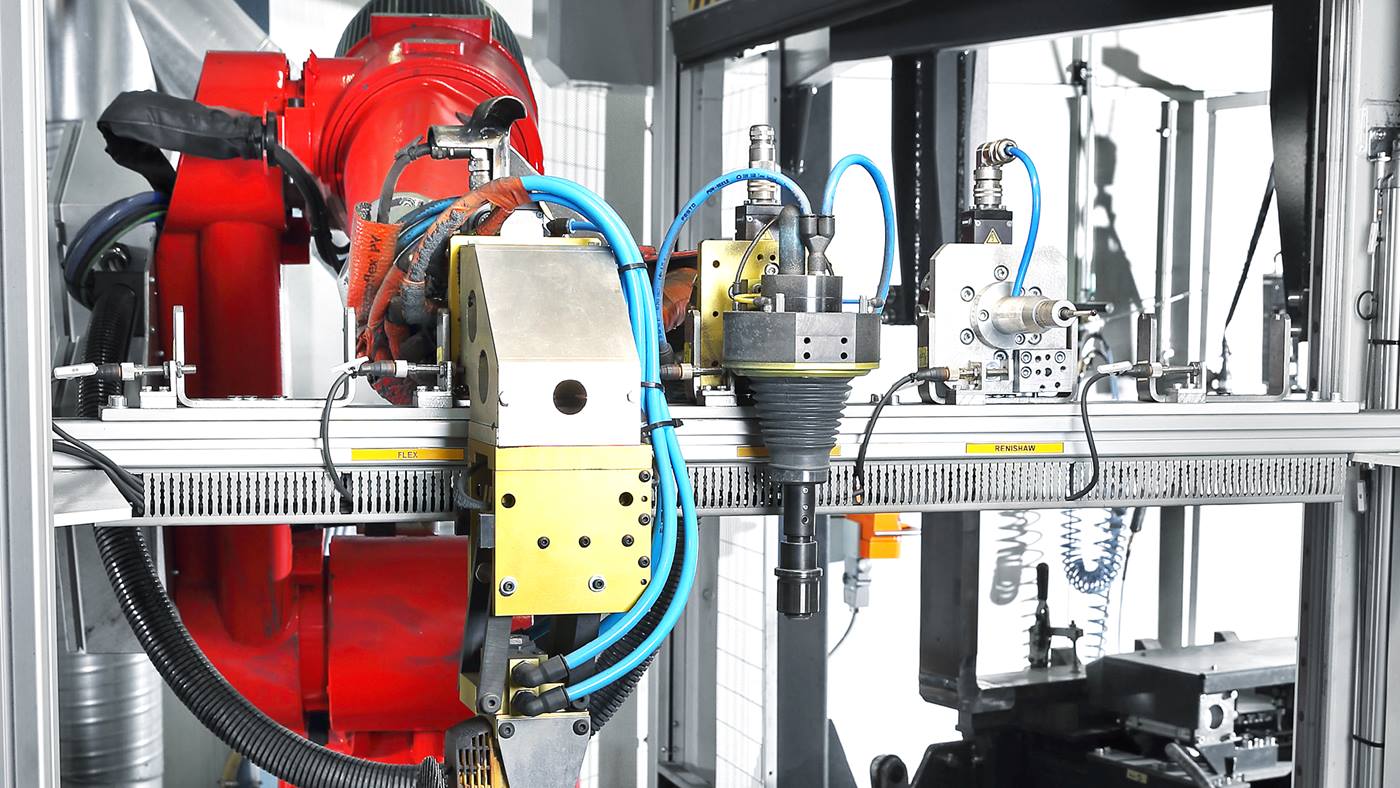
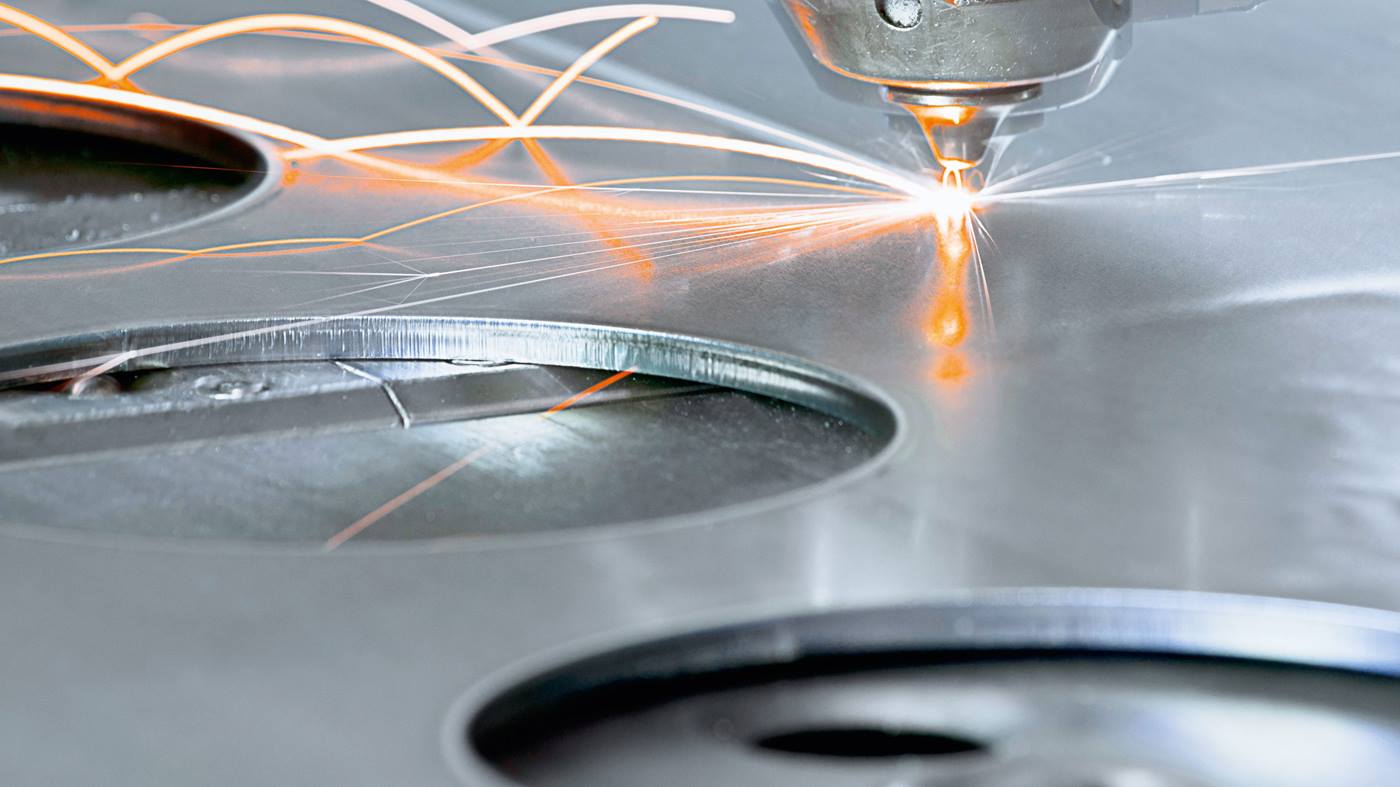
In Aschaffenburg produziert das Unternehmen Kaup auf einer Fläche von 43.000 m² die unterschiedlichsten „Hände“ für Stapler aller bekannten Hersteller, beispielsweise auch Anbauteile wie Mehrfachpalettengeräte, Spannarme, Karton- und Fassklammern. 8.000 standardisierte Staplergabeln entstehen mittels eines Gabelschweißroboters auf einer Anlage, die von KUKA entwickelt und installiert wurde. Durch das automatisierte Schweißen der beiden Bleche mit Dicken zwischen 40 und 80 mm entsteht der L-förmige Rohling der Gabel. In den Folgeschritten werden die Gabeln maßhaltig zugerichtet und Schweißstellen im Finish verfeinert.