Kaup firması, günlük 40.000 adet çatallı yükleyici yardımcı donanımı üretmekte ve bunları büyük çatallı yükleyici tedarikçilerine dağıtmaktadır. Yaklaşık 8000 çatallı yükleyici üretilmesi gereken donanımlar arasındadır. Şimdiye kadar, optimum bitirme işleminin sağlanması için kaynak işleminden sonra uzun süreli manüel kaplama işlemleri gerekmektedir. KUKA 'in eşsiz bir sistemi, artık piyasada daha önce hiçbir emsali bulunmayan bu işi otomatikleştiriyor.
Başlangıç Durumu
Aschaffenburg'daki Kaup firması, 43.000 m²'lik alanda tüm tanınmış çatallı yükleyici üreticileri için örneğin çoklu palet kaldırıcı, sıkıştırma kolu, karton ve tambur kıskacı gibi aksesuarlar olmak üzere çok çeşitli "bilekler" üretmektedir. 8000 standartlaştırılmış çatallı yükleyici, KUKA tarafından geliştirilip kurulan bir sistemde bir çatallı kaynak robotu vasıtasıyla üretilir. 40 ile 80 mm kalınlığındaki her iki metal sacın otomatik kaynaklanması ile L şeklinde çatal boşluğu oluşturur. Sonraki adımlarda çatal gerekli ölçüde işlenir ve kaynak noktaları bitirme işleminde arıtılır.
Görev
Geçmişte hazır çatal boşluklarının kaplanması, esas itibariyle iki Kaup personelinin değişen vardiyalarda manüel olarak yürüttüğü gerçekten ağır bir işti. Üretim müdürü Ernesto Martin şöyle diyor: "2014 yılında iki çalışanımızın hak ettikleri emeklilikleri nedeniyle işten ayrıldıklarında bu sürenin ne kadar çabuk geldiğini fark ettik. Bugün, fiziksel anlamda böylesine zahmetli bir işi günlerce yapmak için hazır bulunacak personel bulmak neredeyse imkansız. Günlük 40'dan fazla çataldan bahsediyoruz! Otomasyon çözümü konusunda uzun süreli ortağımız KUKA ile görüşmemizin nedenlerinden biri de buydu.
Bir diğer neden ise, diğer birçok şirkette olduğu gibi, çevrim sürelerinin hesaplanmasında kaplama için gerekli olan zamanı gerçekten hiç hesaba katmamamızdı. Kaynak işlemlerinde her saniye hesap edilir ancak manüel kaplama işlemi devam ettiği kadar sürmektedir. Sonuç olarak, bu yan iş üretim döngüsünde bir dar boğazdır."
Çözüm
Bu kolay bir görev değildir çünkü sonraki bitirme işlemini gereksizleştiren istenilen sonuç olağanüstü miktarda parametrelere, işletim sıralarına, ölçü değerlerine, takım aşınma analizlerine ve deneyimlere bağlıdır. KUKA, bu sistemi müşterilerinin edindiği deneyimleri ve kendi otomasyon uzmanlarını esas alarak tasarlamış ve kurmuştur.
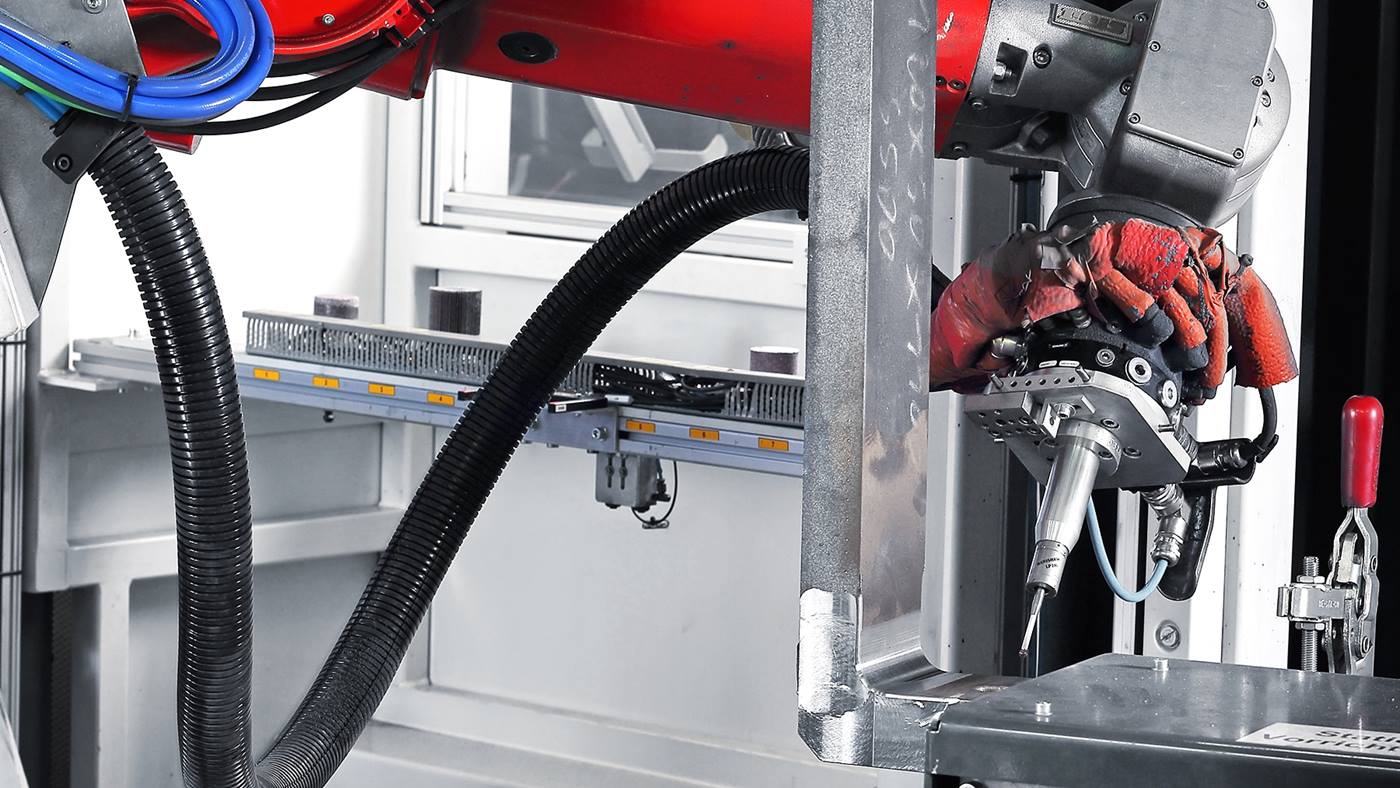
Robot, bu 2 istasyonlu sistemin ana elemanıdır. Takım değiştirme sistemi üzerinden mevcut tüm kaplama işlemlerini gerçekleştirebilmektedir. Bir personel her istasyonda iki çatal boşluğunu bir vinç yardımıyla yerleştirir.
Her çatalın gerçek değeri, robotun takım değiştirme istasyonundan aldığı bir ölçüm sondasıyla ölçülür.
Bu türden iş parçaları söz konusu olduğunda, ön üretimde belli toleranslar engellenemez, dolayısıyla robot takım değiştirme istasyonundan bir telsiz ölçüm sondası alır ve ilgili noktaya hareket eder. Ölçüm sonucu, saklanmış yapı parçası programı için düzeltici işlevini görür. Bunu, yüzey taşlamalı bir açılı taşlama makinesinin kullanıldığı bir takım değişimi takip eder. Bu, sonradan kullanılan takımlar gibi basınçlı hava ile çalıştırılır. Bu sayede, yapı parçalarının toleransları bakımından daha esnek çalışırlar. Program, takım ve iş parçasına göre temas basıncını değiştirir.
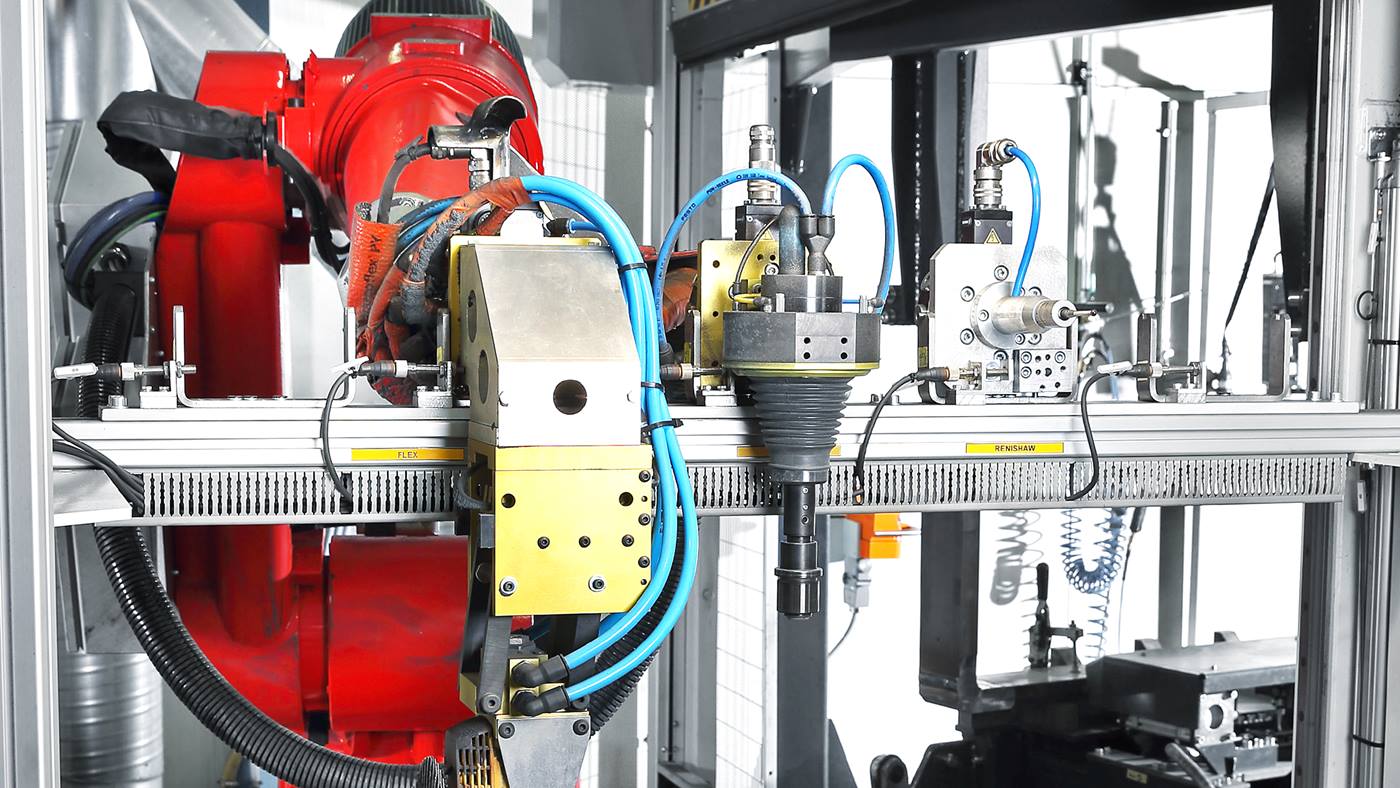
Bileği taşı aşınma nedeniyle minimum çapın altında olursa, takım değiştirme istasyonunda yenisiyle değiştirilir. Robot, bileği taşının geri getirilmesinden sonra aldığı bir yüzey taşlayıcı vasıtasıyla çatalın iç yivinde ince ayarları gerçekleştirir.
KUKA için referans sistem
Yeni robot sistemi, pnömatik aletler vasıtasıyla artık önceki mekanik işlemden gelen toleransı ve yanı sıra yapı parçası toleransını ortadan kaldırmaktadır. Buradaki en büyük zorluk, ayrı ayrı parametrelerin tespit edilmesidir. Bu sistemle kıyaslanabilecek neredeyse hiçbir sistem yoktur ve sonuç olarak Kaup'un kendi uzmanlarıyla ardışık bir şekilde geliştirip diğer görev ve iş parçalarına uyarladığı referans program oluşturulmuştur. Takımın hücum açısı, temas açısı, besleme hızı, taşlama çevrimi başına aşınma, beklenen kullanım ömrü ve yanı sıra bileği taşı ve zımpara kağıdının gözeneklerini serbest bir şekilde bilemek için uyarlanan salınım devinimleri gibi bilgiler uygulamalarda bulunmaktadır.
Bileği taşının çapının kontrol edilmesi için ölçme tertibatlı takım değiştirme istasyonu.
KUKA'in yardımıyla fiziksel olarak meşakkatli olan ve dolayısıyla çok rağbet görmeyen gürültülü ve tozlu üretim adımını otomatikleştirdik. İnsanlar artık sadece alışılmadık özel iş parçaları içeren bu türden kaplama işleriyle uğraşacak. Aynı zamanda yeni sistem sayesinde hızı yaklaşık %50 artırabileceğiz çünkü bir çevrim sadece 8 dakika sürüyor.