Sie verwenden den veralteten Browser Internet Explorer. Für eine optimale Darstellung unserer Website wechseln Sie bitte Ihren Browser
Flexibilität in der Batterie-Fertigung
ElringKlinger, einer der weltweit führenden Systempartner der Automobilindustrie, automatisiert die Produktion von Batteriemodulen. KUKA entwickelte die vollautomatisierte Anlage hierfür.
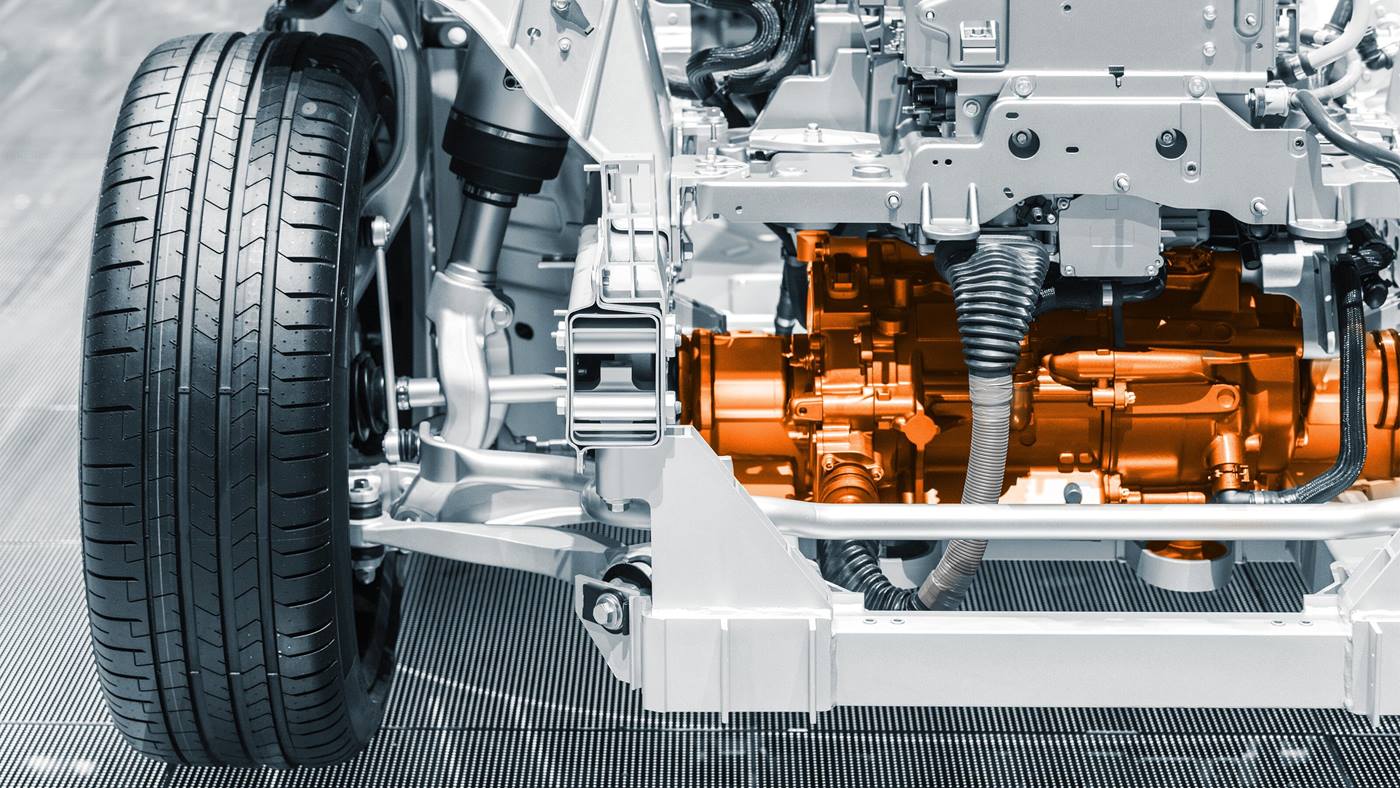
Die Batterie: Das Herzstück des Elektrofahrzeugs
Mit der Produktionsanlage inklusive aller Prüfprozesse sollen rund 300.000 Batteriemodule pro Jahr gefertigt werden. Diese finden ihren Einsatz vor allem in Elektrofahrzeugen. Die Batteriemodule sind allerdings flexibel konzipiert und damit auch grundsätzlich für andere Anwendungsbereiche einsetzbar.
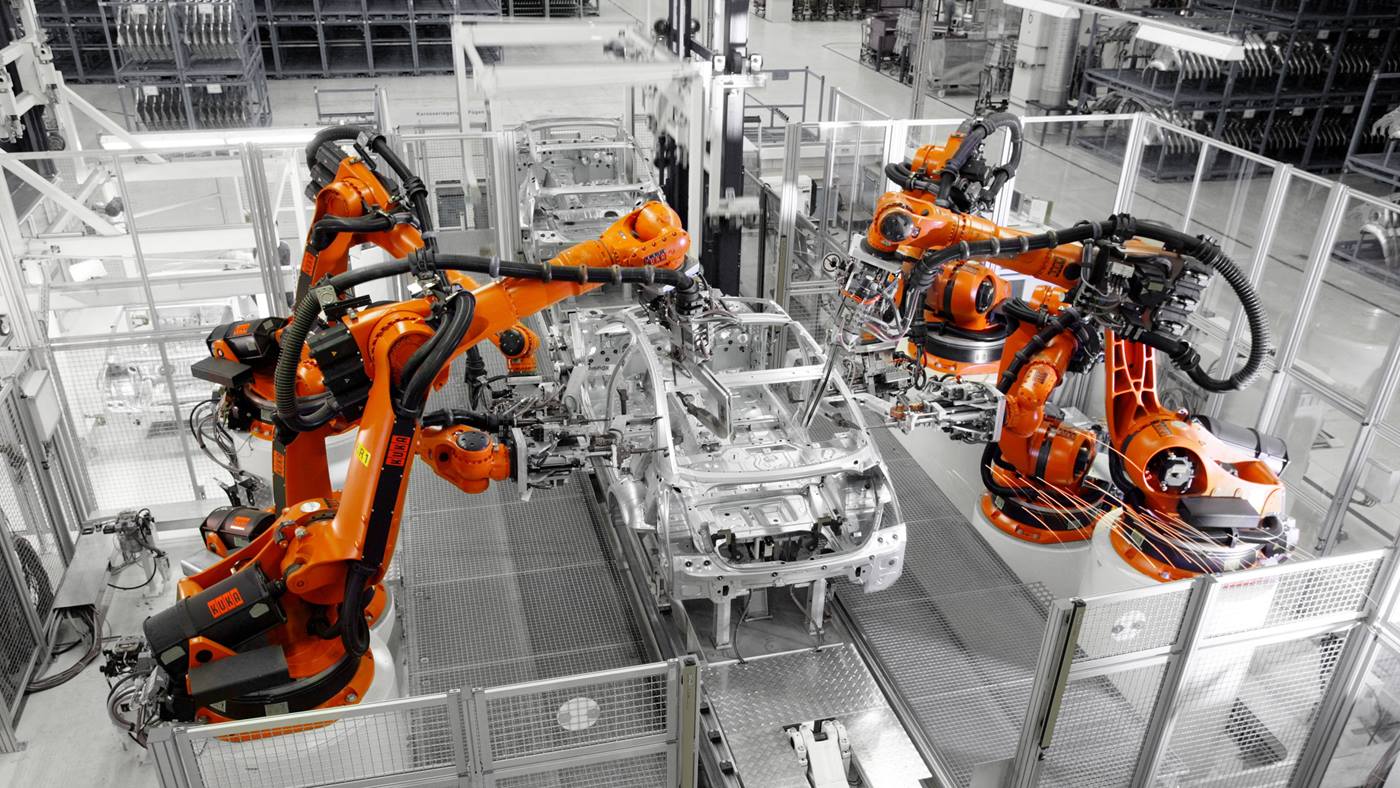
Vollautomatische Fertigungslinie für Batteriemodule
Modulare und vollautomatisierte Batteriemodul-Fertigungslinie
Ab Herbst 2020 sollen die Batteriemodule bei ElringKlinger im Werk Thale auf der vollautomatisierten Fertigungsliniehergestellt werden. Die Elektromobilität ist ein neuer Geschäftsbereich mit hoher strategischer Wichtigkeit für ElringKlinger. Als einer der ersten Akteure auf dem deutschen Markt investiert das Unternehmen in eine großvolumige, hochautomatisierte Modulfertigungslinie.
Mit dem selbst entwickelten Batteriemodul begehen wir bewusst Neuland. Die eng verknüpfte Entwicklung und Industrialisierung des Produktes stellen uns unweigerlich vor technische Herausforderungen.
Batteriemodulfertigung
Batteriemodulfertigung über vier Anlagenbereiche
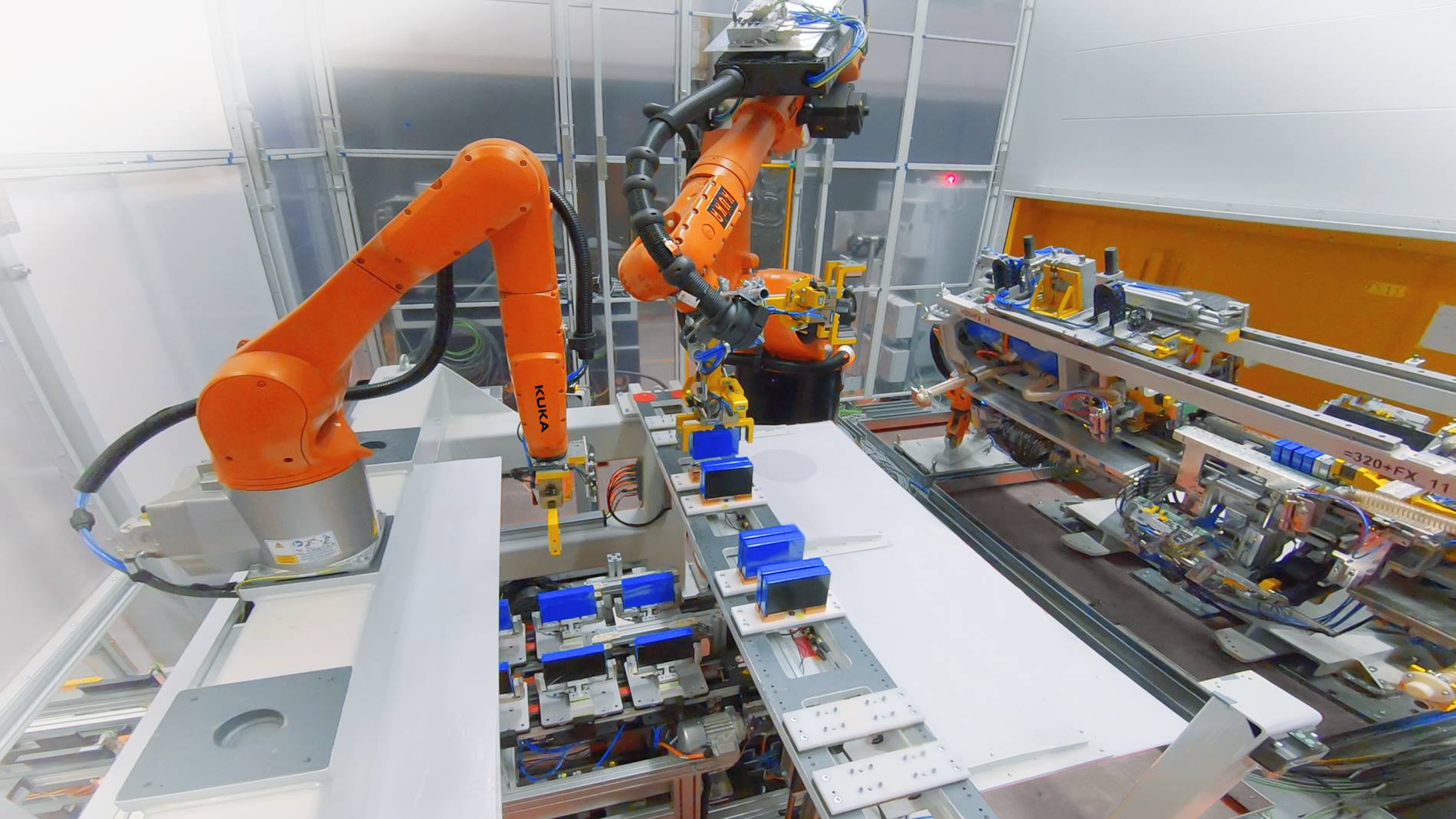
Die Anlage ist in vier Hauptbereiche gegliedert. Im ersten Abschnitt werden die Batteriezellen getestet und für die Montage vorbereitet. Im zweiten Anlagenabschnitt wird aus den einzelnen Batteriezellen ein sogenanntes Rohmodul gefertigt. In der „Hochzeitsvorrichtung“ werden hierzu die Zellen zu einem Stapel, dem sogenannten „Stack“, zusammengeführt. Zusammen mit den Druckplatten, die an den Enden des Stacks positioniert werden, und den Zugankern, die seitlich an den Batteriezellen platziert werden, wird dieser Stapel verpresst. Mit Hilfe eines komplexen Laser-Systems und einer Laseroptik, die von einem KUKA Industrieroboter des Models KR240 geführt wird, werden die Zuganker gegen die Druckplatten der Zellstapel verschweißt, und so das Rohmodul fertiggestellt. Je nach Anforderung werden zwölf bis vierundzwanzig Batteriezellen zu einem Batteriemodul gefügt.
Im dritten Anlagenabschnitt werden die Batteriemodule elektrisch verschaltet und gemessen. Hierzu wird das Zellkontaktiersystem („ZKS“) aufgesetzt und mit den Kontakten jeder einzelnen Batteriezelle verschweißt. Die besondere Herausforderung hierbei sind die sehr engen Bauteil- und Fügetoleranzen sowie die besonderen Anforderungen an das Laserkontaktschweißen, denn hier muss bei minimalen Wärme-Eintrag zuverlässig eine große Kontaktfläche erzeugt werden. Die Laserschweißtechnologie bietet den Vorteil, dass sie berührungslos und kraftfrei arbeitet, und dabei schnell, präzise, verschleißfrei und gut kontrollierbar ist. Für ein optimales Kontaktierergebnis sorgt die eingesetzte Laserscanneroptik, die es ermöglicht die Geometrie der Schweißnähte flexibel zu gestalten.
Im vierten und letzten Anlagenbereich findet eine automatisierte elektrische und mechanische Endprüfung der Batteriemodule statt. Hier werden unter anderem die Isolationswerte auf eine Spannungsfestigkeit von bis zu fünf Kilovolt geprüft. Durch diesen Test wird sichergestellt, dass Personen und Gegenstände vor elektrischen Überschlägen und Ableitströmen geschützt sind. Anschließend wird das Batteriegehäuse mit einem heißverstemmten Deckel abgedeckt, um das Batteriemodul berührungssicher zu machen und vor Staubpartikeln zu schützen. Zuletzt wird ein Data Matrix Code auf das Batteriemodul gelasert, der die eindeutige Identifizierung des Batteriemoduls ermöglicht.
Modularer Aufbau für Flexibilität in den Modulvarianten
Die Besonderheit der Anlage liegt in ihrem modularen Aufbau, der für die Flexibilität in der Fertigung sorgt. „Der modulare Aufbau war uns besonders wichtig, um die Möglichkeit zu haben, auf entsprechende Kundenwünsche schnell und unkompliziert reagieren zu können.“, sagt Mark Laderer. Es können verschieden große Batteriemodule im PHEV2 Format mit zwölf bis vierundzwanzig Batteriezellen pro Einheit produziert werden. Darüber hinaus kann in der Art der Verschaltung der einzelnen Batteriezellen innerhalb des Batteriemoduls variiert werden.
Batterie-Zellvorbereitung
Unser Anspruch ist es, sowohl kleinere Kunden mit einem fertigen Produkt, als auch etablierte Konzerne mit einer individuellen Lösung bedienen zu können – die KUKA-Linie ermöglicht uns beides.
Traceability für lückenlose Rückverfolgbarkeit
Ein weiteres Augenmerk legte der Automatisierungsprofi auf das Thema Traceability: Jedes im Modul verbaute Bauteil wird zusammen mit Prozessparametern dem finalen Produkt zugeordnet. Der Kunde kann dadurch auch Jahre später einsehen, welche Komponenten in jedem einzelnen Batteriemodul verbaut wurden und alle Schritte des Produktionsprozesses nachvollziehen. Darüber hinaus können im Produktionsprozess Fehler schneller identifiziert und Prozesse optimiert werden. „Batteriemodulproduktion ist mehr als das mechanische Zusammensetzen von Einzelteilen.“, erklärt Max Fluhrer, Projektleiter im Bereich Battery Solutions von KUKA.
Die Anlage muss individuell auf Chargenqualität reagieren können, flexible Produktkonfigurationen ermöglichen und die angesprochene hundertprozentige Traceability sicherstellen. Wir sind stolz darauf, dass wir von ElringKlinger für diese anspruchsvolle Aufgabenstellung als Partner ausgewählt wurden.
Vertiefen Sie Ihr Know-how zu Rotationsreib-, Rührreib- und Magnetarc‑Schweißen. Mit Praxisbeispielen, Anwendungen und konkreten Automatisierungsansätzen für Ihre Produktion.