Rotating table allows loading with no effect on the cycle time
The universal cell is centered on an H table with a KUKA robot of type KR 6-2 mounted in the middle. Use of a rotating table means that there is always one welding fixture in the productive process, while the second fixture is being loaded by the operator with no effect on the cycle time.
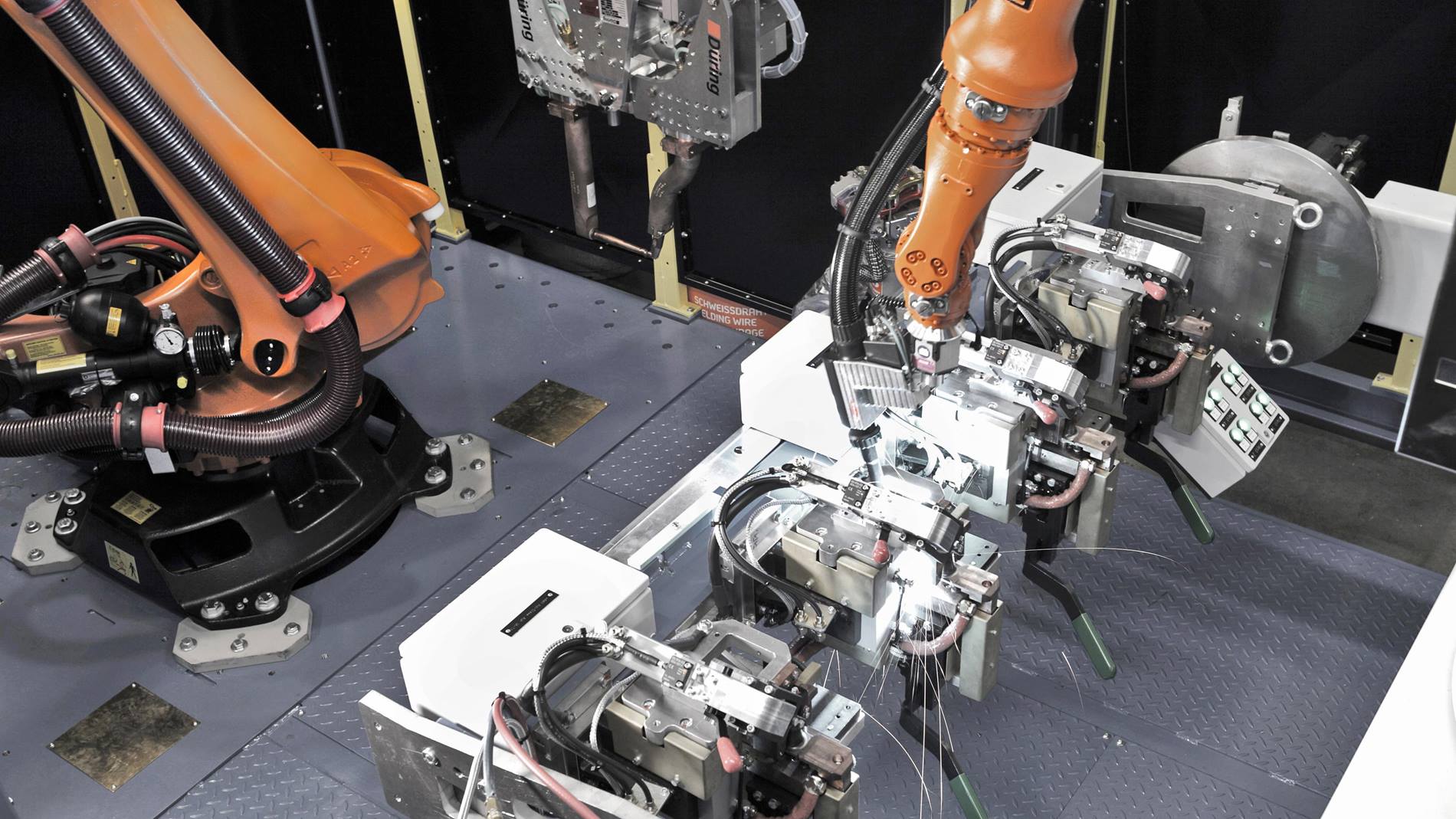
First of all, an operator loads the workpieces into the welding fixture and starts the system. The table rotates the clamped fixture through 180° beneath the robot into its welding area. The KUKA KR 6-2, equipped with a Fronius CMT torch for arc welding, moves into the fixture and welds the workpieces. A second robot, of type KR 210 R2700 extra, equipped with an X 100 servo-pneumatic robotic gun from Düring Schweißtechnik, then moves into the fixture again and joins the workpieces by means of spot welding.
On completion of the welding process, the H table rotates and a second, newly loaded fixture enters the workspace of the robot. The rotation of the table moves the first fixture back into the workspace of the operator. The clamps open pneumatically and the operator can remove the welded parts. The loading/unloading by the operator has no effect on the cycle time.

