未来的焊接机器人解决方案
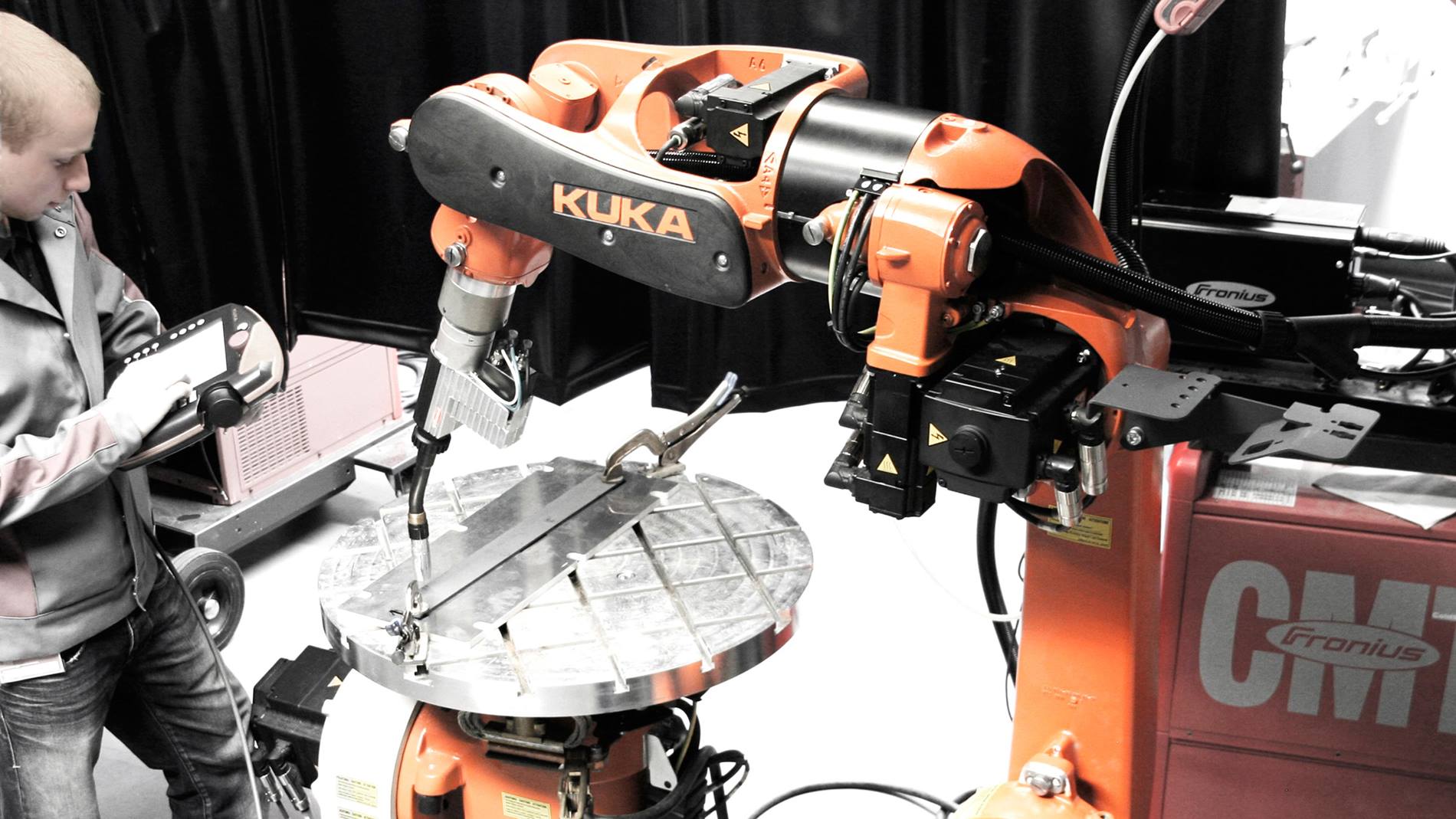
为了研发未来新的焊接工艺,位于塔尔海姆的新址配备了最先进并面向未来的技术。 这样,该公司还为了采用 CMT、CMT Twin 和钨极惰性气体等离子弧焊工艺流程进行自 动化焊接而寻求一种适用的新型机器人解决方案。
简单的可用性允许快速更换焊接流程
具体说来,公司在进一步研发 CMT Twin 工艺流程时决定选用 KR 16-2 型机器 人。Fronius 公司在 CMT Twin 工艺流程中结合使用了两种独立工作的电弧焊技术。 这种新的双焊丝解决方案使得用户可以在一个系统中使用两个冷金属传输工艺流程 (CMT) 或将 CMT 工艺流程与 MSG 脉冲焊接流程在一个系统中组合使用,这所依据 的设计结构包括:两个电源、一个焊枪和两个相互绝缘的接触管。这种新的工艺技术 可确保从焊接开始到填满终端弧坑期间电弧极高的稳定性。由此可快速焊接薄板,确 保低飞溅、深熔池和优化焊缝溢出。 对于 Fronius 钨极惰性气体等离子弧焊工艺流程的研发工作,使用较小型的六轴机 器人 KR 5 arc HW。尽管钨极惰性气体弧焊工艺的焊接速度较慢、熔断功率较小( 注:相较于惰性气体遮护金属电弧焊 (MIG)/混和气遮护金属电弧焊 (MAG),但在很多 质量要求极高的应用中,例如管道和压力容器制造行业,无疑是达到最高质量的保证, 因此仍是首选。集中、稳定的电弧确保形成平整的焊缝,无飞溅或熔渣。另一方面,等离 子焊具备决定性的优势,特别是对于壁厚较大的板材和其它部件。由于等离子焊基本 上与钨极惰性气体弧焊工艺流程类似,所以该工艺用一个模块化组件通过任一数字式 Fronius 钨极惰性气体弧焊电源即可进行数字式气体调节和电弧控制。通过 Fronius 和库卡公司这种同样采用空心轴结构的极其紧凑的新型机器人解决方案,现在也可以实现在一个系统中使用两种工艺的难得的奢望。

