You are using Internet Explorer and will not be able to use our website properly. Please change to an up-to-date browser for ideal presentation of the website.
Aluminum welding
As a material, aluminum has many advantages in processing, but demands special knowledge and skills. At KUKA, we are the perfect partner for implementing complex welding procedures such as aluminum welding. We accompany you throughout the entire process and equip you with robots, welding cells and appropriate software.
Robot-based welding of aluminum components
Aluminum is a lightweight material that is indispensable in modern manufacturing. In comparison to other metals, aluminum has a lower density and thus a lower weight, but also a very low melting point. Compared to steel, aluminum has four times the thermal conductivity and twice the thermal expansion. The oxide layer that aluminum forms on the surface in combination with oxygen (air) can be problematic for welding.
This is exactly where KUKA comes in as your trustworthy partner in automation. We possess many years of experience in the field of automated welding. We equip you with the necessary robotics solution and offer you comprehensive services for optimizing your welding processes. From MIG and TIG welding to spot welding and on to laser welding and brazing, our broad portfolio covers virtually every process.
Welding aluminum: quicker, easier, further
Aluminum offers high strength in relation to its density, which makes it a popular material for lightweight construction. This property makes the use of aluminum interesting for practically every industry:
Automotive industry
Body
Hoods
Chassis
Tailgates
Doors
Transportation and traffic industry
Aircraft
Rail vehicle construction and streetcars
Bicycle and motorcycle frames
Commercial vehicles (body structures such as platform gates)
Electromobility
Heat exchangers
Battery compartments
Chassis
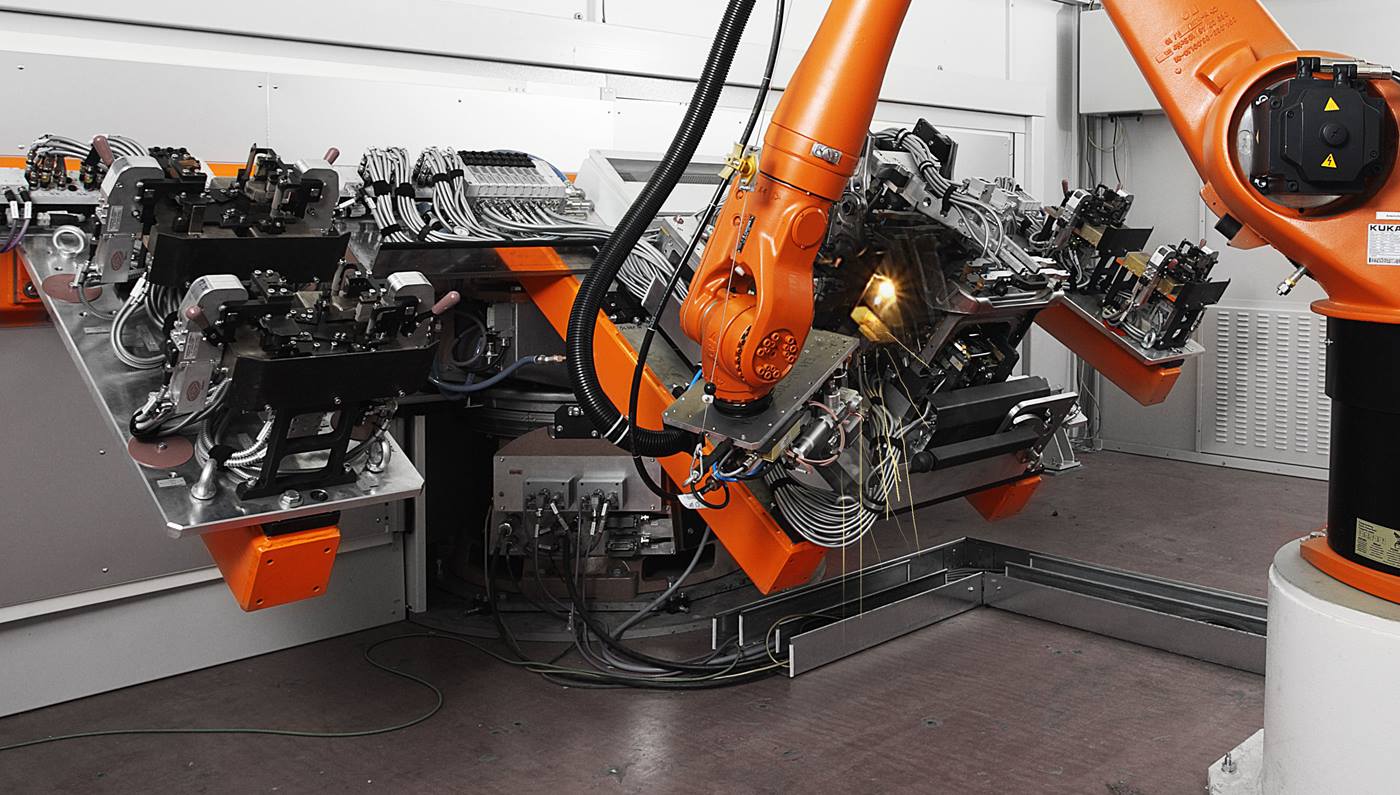
Top quality in aluminum welding: KUKA makes it possible
Thinking about the future: welding at extremely high temperatures, with a wide variety of gases and a perfect aluminum weld seam - KUKA robots can do it all.
Aluminum spot welding
In spot or resistance welding, high mechanical pressure is exerted on a relatively small area through electrodes supplying a large amount of energy in the form of an electric current. Local melting of the aluminum sheets between the electrodes leads to a strong joint between the components.
The KUKA.Robospin application software optimizes the spot welding of aluminum joints. The special feature here is that the robot performs a rotational motion about the weld spot during welding, thus decreasing the contact resistance and significantly reducing aluminum alloying of the electrode tips.
Advantages
Improved weld quality
Longer electrode tips
Time savings due to less frequent tip dressing or changing of electrode tips
Watch the YouTube video to see how easy it is to weld aluminum with RoboSpin. Sheet metal joints that are difficult to weld and coated panels can be processed with ease.
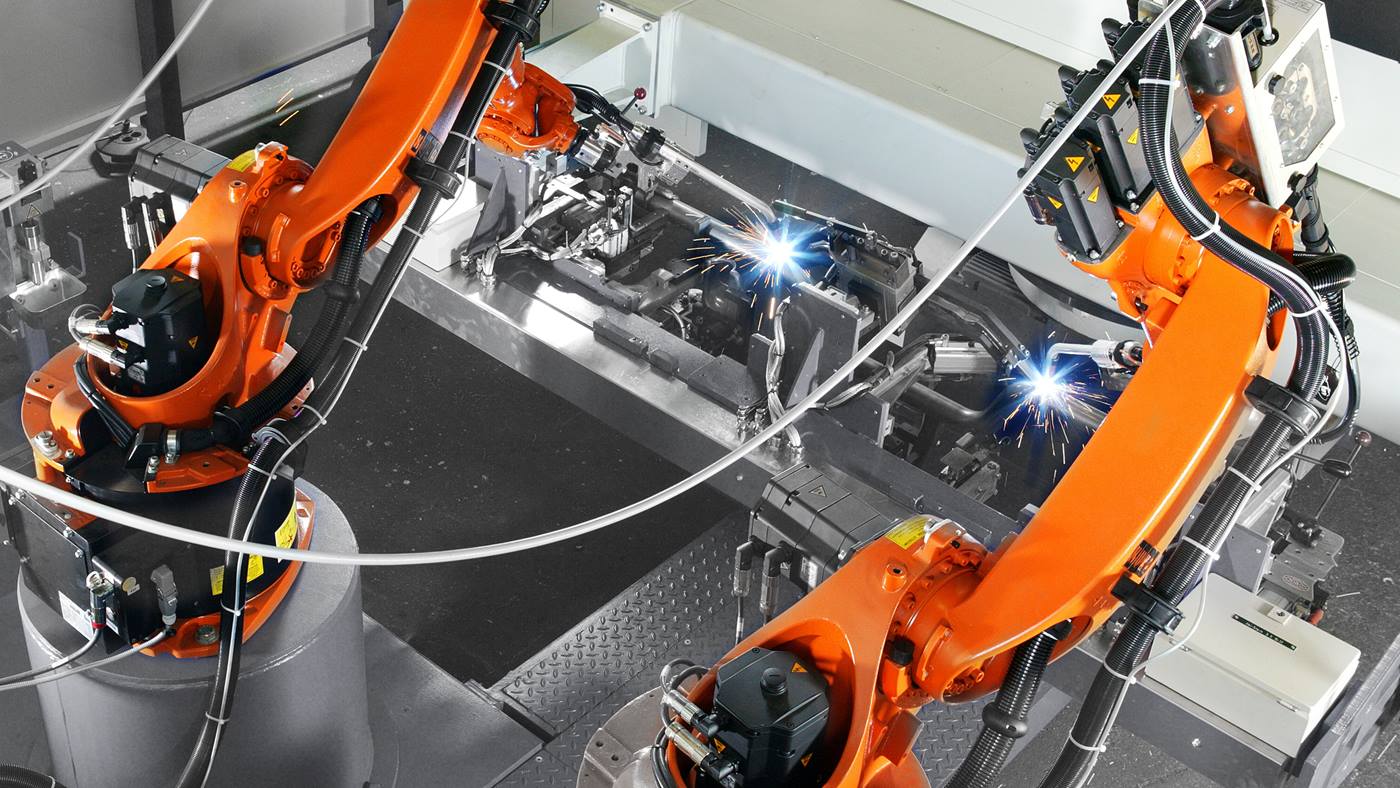
Arc welding
Gas metal-arc welding is an arc welding process in which an electric arc is ignited between an electrode and the component, fusing the workpiece and, if applicable, a filler metal. In aluminum arc welding, an inert gas flows around the electrode and the weld pool to creating a shielding effect to prevent an undesirable chemical reaction of the oxide and molten material. Influencing the arc through appropriate selection of the electrical parameters and shielding gas can have a targeted effect on the seam formation, weld pool temperature and welding speed.
MIG welding (metal inert gas welding): In MIG welding, a melting aluminum welding wire is used as an electrode. This filler metal serves to bridge gaps, if necessary, or increase the strength of the joint. The choice of aluminum alloy for the filler wire can also influence the properties of the joint in the MIG welding process. Argon is the most commonly used shielding gas in welding aluminum. MIG welders are good for thicker pieces of aluminum steel because MIG welding thin pieces of aluminum steel could result in burn-through. The minimum aluminum thickness for MIG welding should be 14 ga to 18 ga. If the alloy is thinner TIG welding is the more appropriate process.
TIG welding (tungsten inert gas welding): In TIG welding, a burning arc is placed between the aluminum component and a non-melting tungsten electrode. TIG robotic welding requires an alternating current with a high-frequency electrode that doesn't need to come into contact with the alloy therefore reducing contamination.
Plasma welding: Plasma welding is a variant of TIG welding in which the arc is constricted by a water-cooled nozzle and an additional plasma gas is supplied. This creates a focused arc with higher energy density. It also impedes oxide formation creating a strong aluminum alloy weld seam.
Advantages of the process
High welding speed
First-class aluminum weld seam
High deposition efficiency and welding depth
Simple handling
Application
Wide range of materials and material thicknesses
Laser welding
In laser welding, a laser heats the material to melting temperature. The radiation is focused with the aid of optics. The low melt amount and high thermal conductivity of aluminum result in a high cooling rate, which often leads to hot cracks. This is why appropriately alloyed filler wire is often used in the case of sensitive aluminum alloys.
Advantages of the process
High welding speed
Large welding depth
Low energy per unit length and thus low thermal distortion
Material combinations with copper, for example, also possible
Application
Thin sheets
Demanding components that require a low heat input
Laser hybrid welding
In laser hybrid welding, the laser welding process is combined with a gas metal-arc welding process, usually MIG welding. Since a filler wire is normally used in laser welding due to the risk of hot cracking described above, it makes sense to feed filler wire which is already in liquid form through a welding arc.
Advantages
High welding speed
Large welding depth
Low energy per unit length and thus low thermal distortion
Material combinations with for example copper are also possible
Application
Alloys sensitive to hot cracking
Components subject to tolerances
Thick aluminum alloy sheets
Friction welding
Friction welding is a joining process that produces full-surface contact joints. Friction is created by rotating one workpiece under pressure against another workpiece. This creates heat between the two surfaces and plasticizes the material. No filler materials, additional flux or shielding gases are required for processing the alloys.
Advantages of the process
Very good joint quality
Fully homogeneous joint over the entire joint area
Joining of different metals
Materials do not melt
Increased speed and joint integrity
Application
Material with low melting temperature
Rotationally symmetric components
Friction stir welding
Friction stir weldingis a process in which a rotating pin is traversed along the contact surfaces between the workpieces. The frictional heat plasticizes the material, which is welded together.
Advantages of the process
First-class weld quality
No welding defects such as pores or cracks
Joining of different metals and alloys possible
Comparatively low heat input
High seam strength with minimal welding distortion
Application
Welding of non-ferrous metals with low melting temperature
Welding of mixed-material combinations
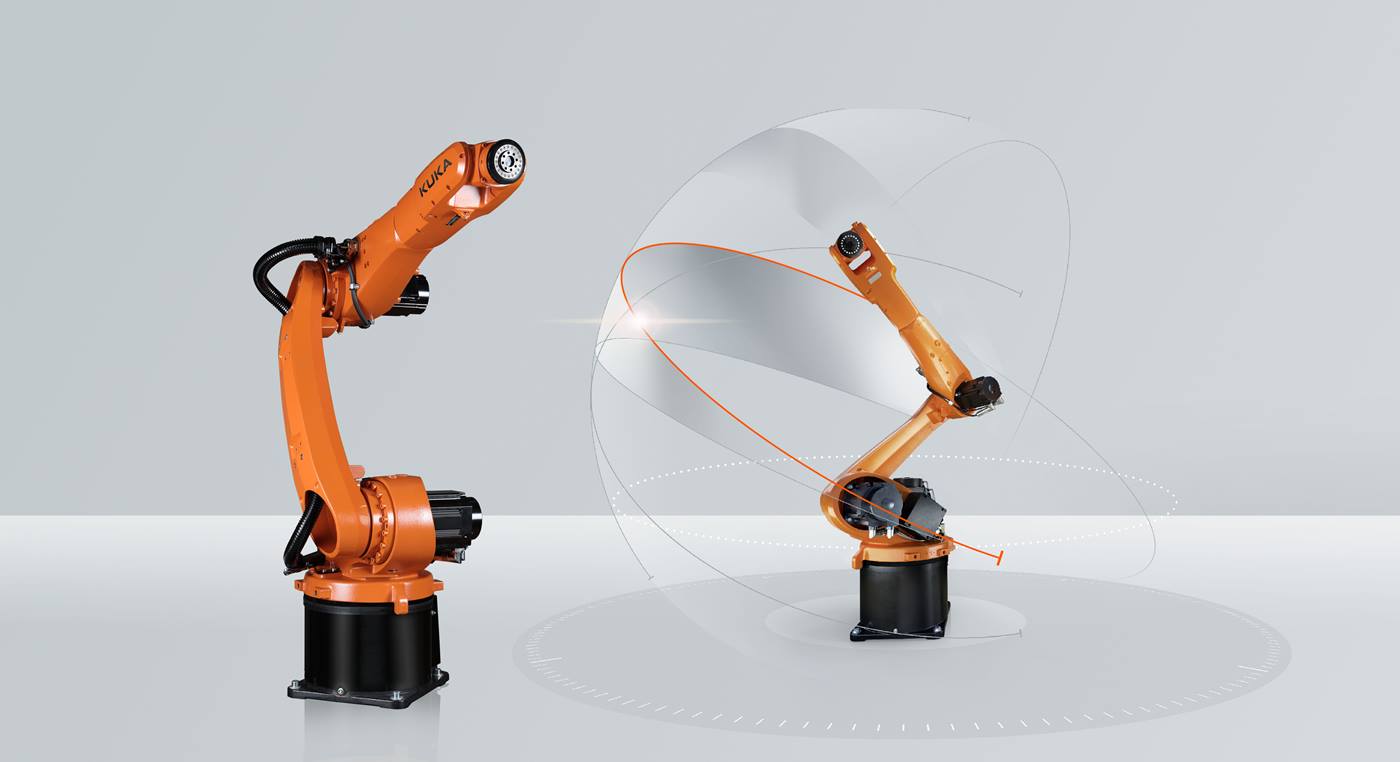
Which robots provide the best results when welding aluminum for your application?
When welding aluminum, precision and efficiency are crucial. Robots with high payloads, slim designs and long reaches offer the necessary flexibility and accuracy. Modern control systems enable easy integration and operation, even in confined workspaces. This makes welding aluminum more efficient and improves the quality of the weld.
White Paper: Welding aluminum? No problem! Score high now in production for electromobility.
Due to its ideal combination of strength and light weight, aluminum – unlike steel – plays an important role in electromobility. KUKA makes you fit for the technological transformation towards electromobility. The battery compartment example shows how industrial robots enable the production of aluminum components to the highest quality standards.
Read about what is important for aluminum welding.