Sytuacja wyjściowa
Niemieckie Centrum Lotnictwa i Astronautyki e.V. (DLR) postawiło sobie za cel rozwijanie efektywnych technologii produkcji podzespołów CFK. Na nowej linii produkcyjnej o długości 45 metrów w sposób całkowicie automatyczny produkowane są podzespoły CFK takie jak np. wręgi. Dotychczasowa produkcja podzespołów z CFK dla samolotów była bardzo droga i wymagała wysokich nakładów pracy ręcznej. DLR w ramach swoich badań chciało to zmienić, aby przysłużyć się przyszłym generacjom samolotów.
CFK jest lekkie i stabilne, ale spełni wysokie wymagania konstruktorów samolotów dopiero wtedy, gdy cały przebieg procesu, a tym samym jego jakość będzie możliwa do odtworzenia. CFK – w przeciwieństwie do aluminium – może oferować bardzo różną jakość np. gdy kierunki włókien będą nieoptymalnie rozmieszczone lub do kompozytu dostanie się wilgoć przez krawędzie cięcia. Poza tym ewentualne mechaniczne uszkodzenia materiału nie są widoczne z zewnątrz. Dlatego należy zachować maksymalną dokładność podczas produkcji.
Instalacja musi być elastyczna, ponieważ chodzi o zlecenia badawcze, a nie o prawdziwą produkcję seryjną. Miało to kluczowe znaczenie zarówno dla koncepcji instalacji, jak i możliwości programowania. Wymiana narzędzi musi przebiegać łatwa i szybko, a programowanie robotów powinno być intuicyjne. Studenci po krótkim przeszkoleniu powinni móc realizować nowe zadania/produkty z pomocą instalacji. Jest to ważne również ze względów praktycznych, ponieważ średniej wielkości samolot pasażerski posiada około 140 wręgów, z których każdy jest inny.
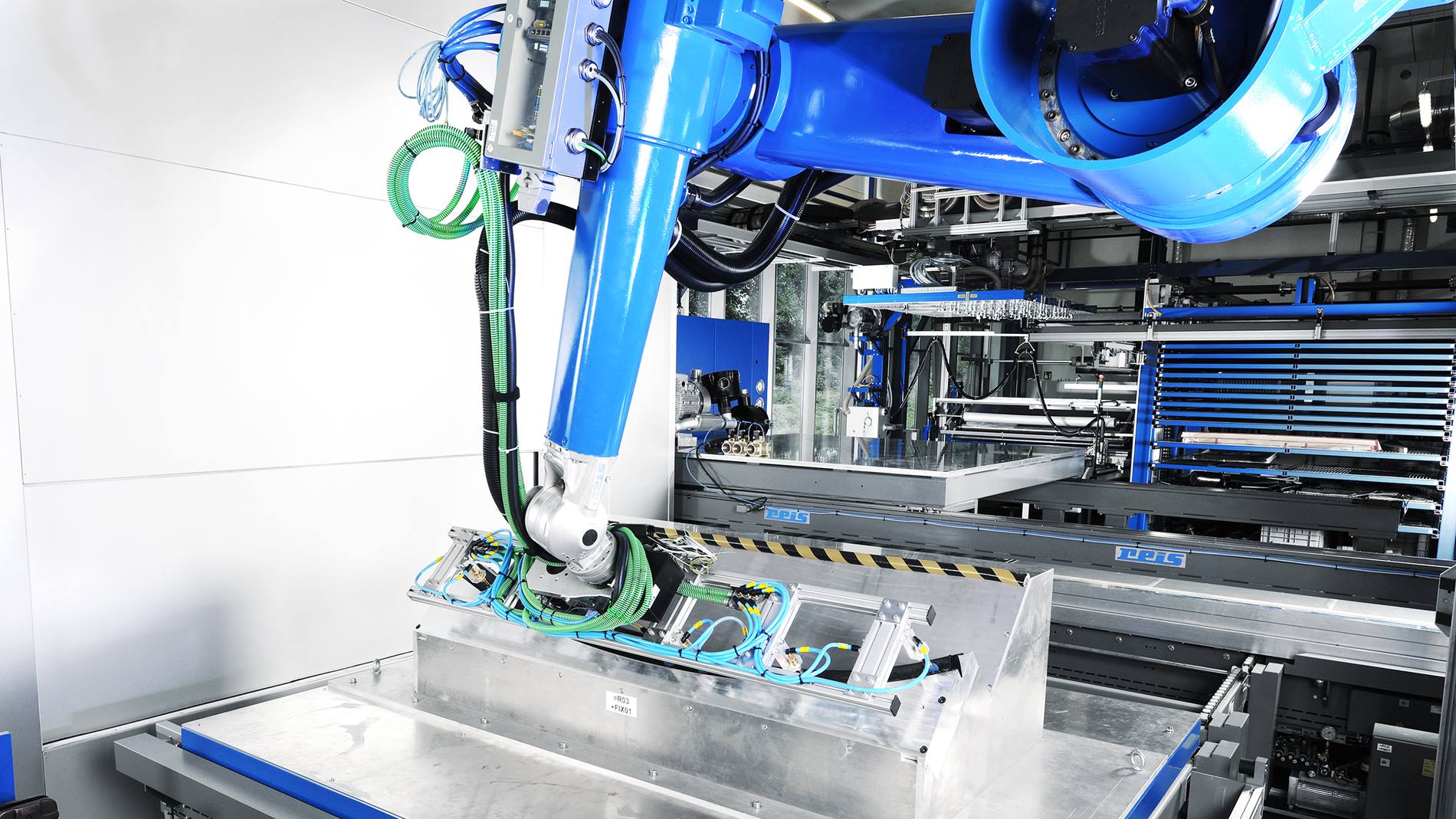
Po etapie formowania skonsolidowana forma wstępna jest przenoszona przez robota łączącego do narzędzia stacji docinającej. Robot łączący porusza się wzdłuż osi liniowej, która jest wysoko położona, aby zapewnić maksymalną swobodę ruchów w hali. Robot łączy poszczególne stacje procesu. Programowanie toru danego robota odbywa się offline w oparciu o dane CAD podzespołu i przy pomocy oprogramowania toru fastCURVE firmy Cenit. Za pośrednictwem odpowiedniego interfejsu układ sterowania Reis ROBOTstarV umożliwia wytyczenie płynnego, bardzo dokładnego toru, ponieważ nie jest on wytyczany tylko z punktu do punktu. Dzięki temu zaprogramowany tor można przesunąć później o określoną wartość bezwzględną.
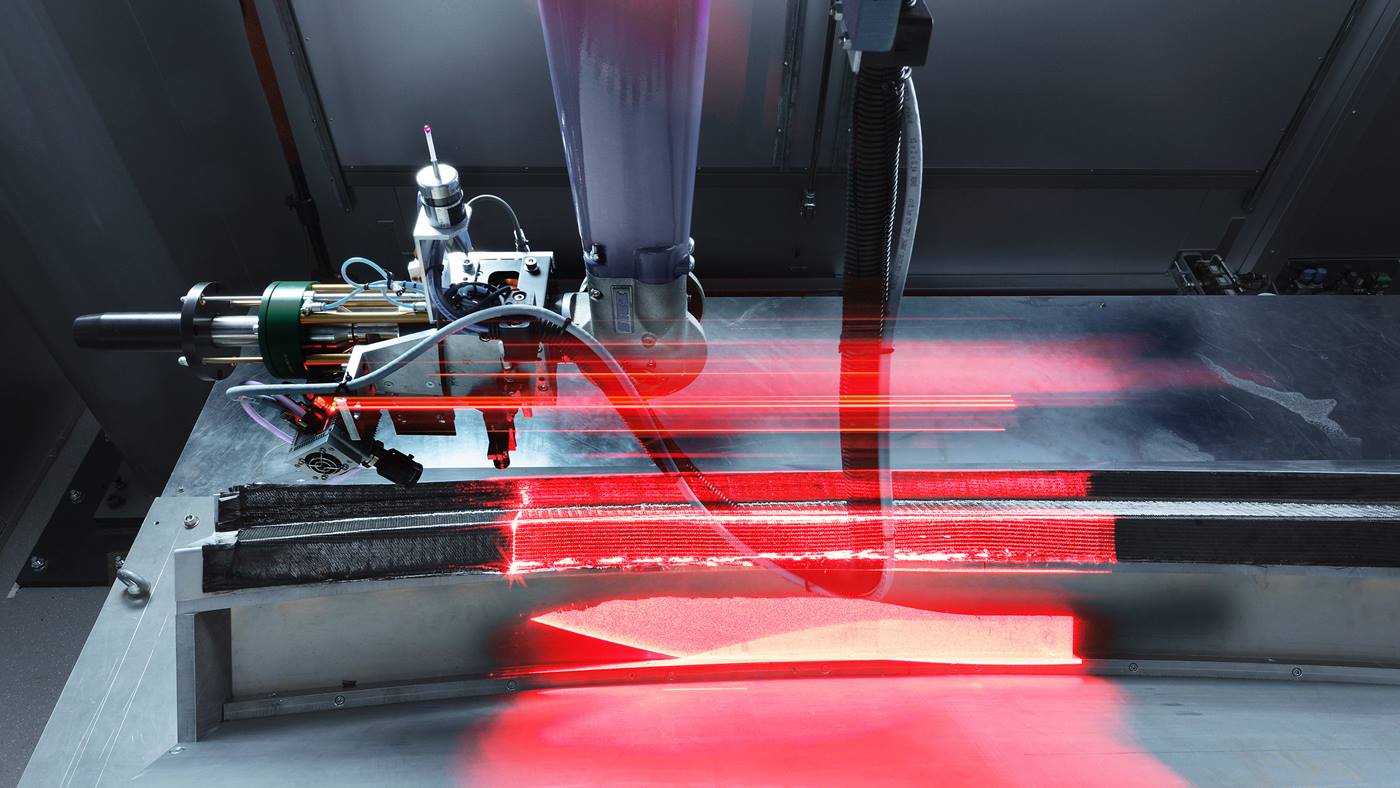
Programowanie toru danego robota odbywa się offline w oparciu o dane CAD podzespołu i przy pomocy odpowiedniego oprogramowania programistycznego. Za pośrednictwem odpowiedniego interfejsu układ sterowania KRC ROBOTstar umożliwia wytyczenie płynnego, bardzo dokładnego toru. Dzięki temu zaprogramowany tor można przesunąć później o określoną wartość bezwzględną. Optymalny dobór narzędzia tnącego pozwala na precyzyjne cięcie za pomocą noża ultradźwiękowego bez ingerowania w sąsiedni materiał.