Just ask Rob Remillard, Engineering Manager at Sodecia in London, Ontario, Canada.
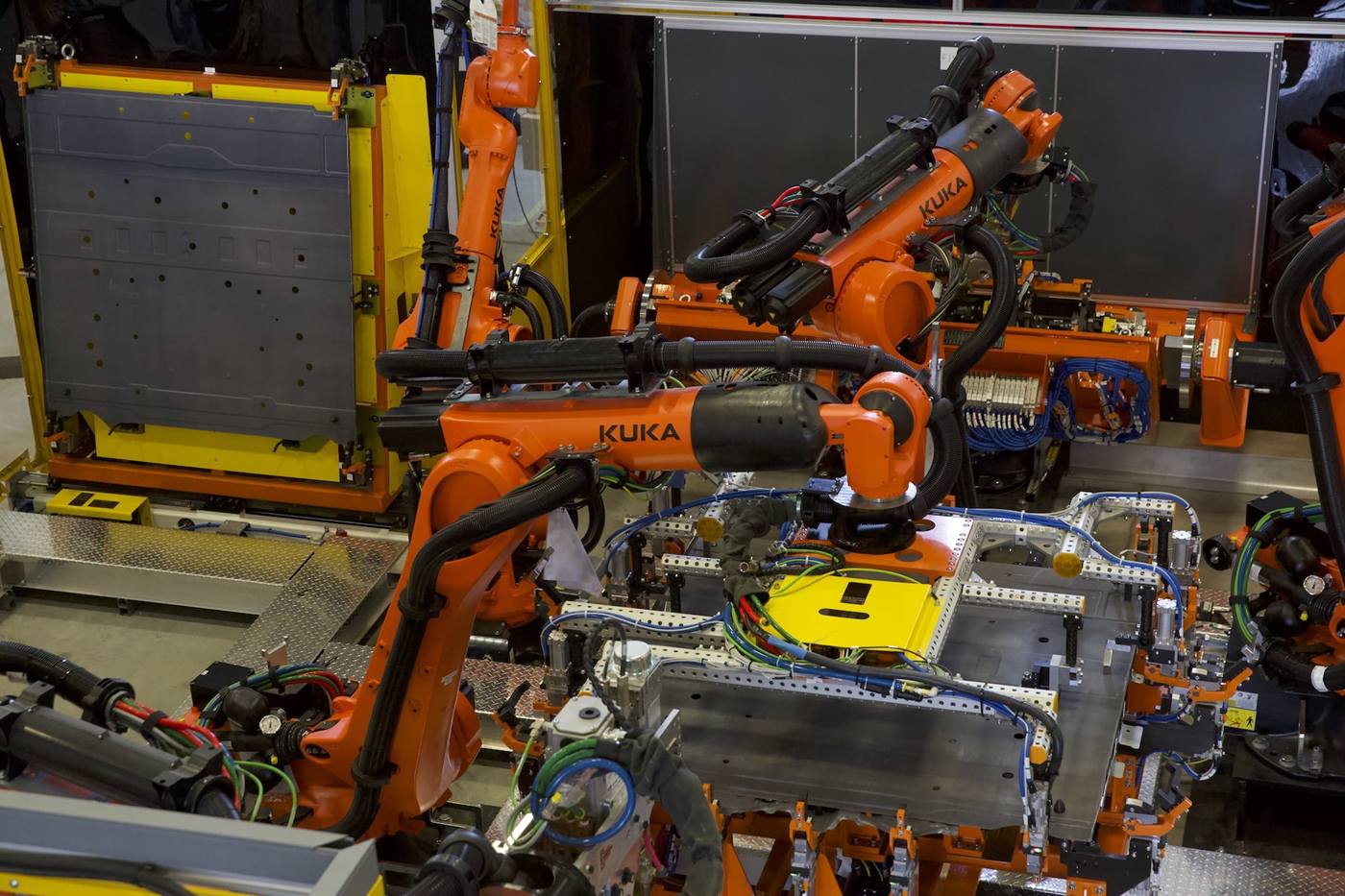
He and his team provide all the part assembly and part handling automation equipment for the company’s 48 worldwide plants that produce assemblies for all the major automobile OEMs. But speed is not always about shorter cycle times. In Remillard’s world, speed often concerns robot acceleration/deceleration reaction time: Basically, how fast a robot starts and stops. In fact, that start/stop reaction played a critical role in one of GTAC’s recent projects – and was a deciding factor robot selection.