Minsta partistorlekar och oändlig mångfald
KR C4-styrning behärskar gränslös mångfald
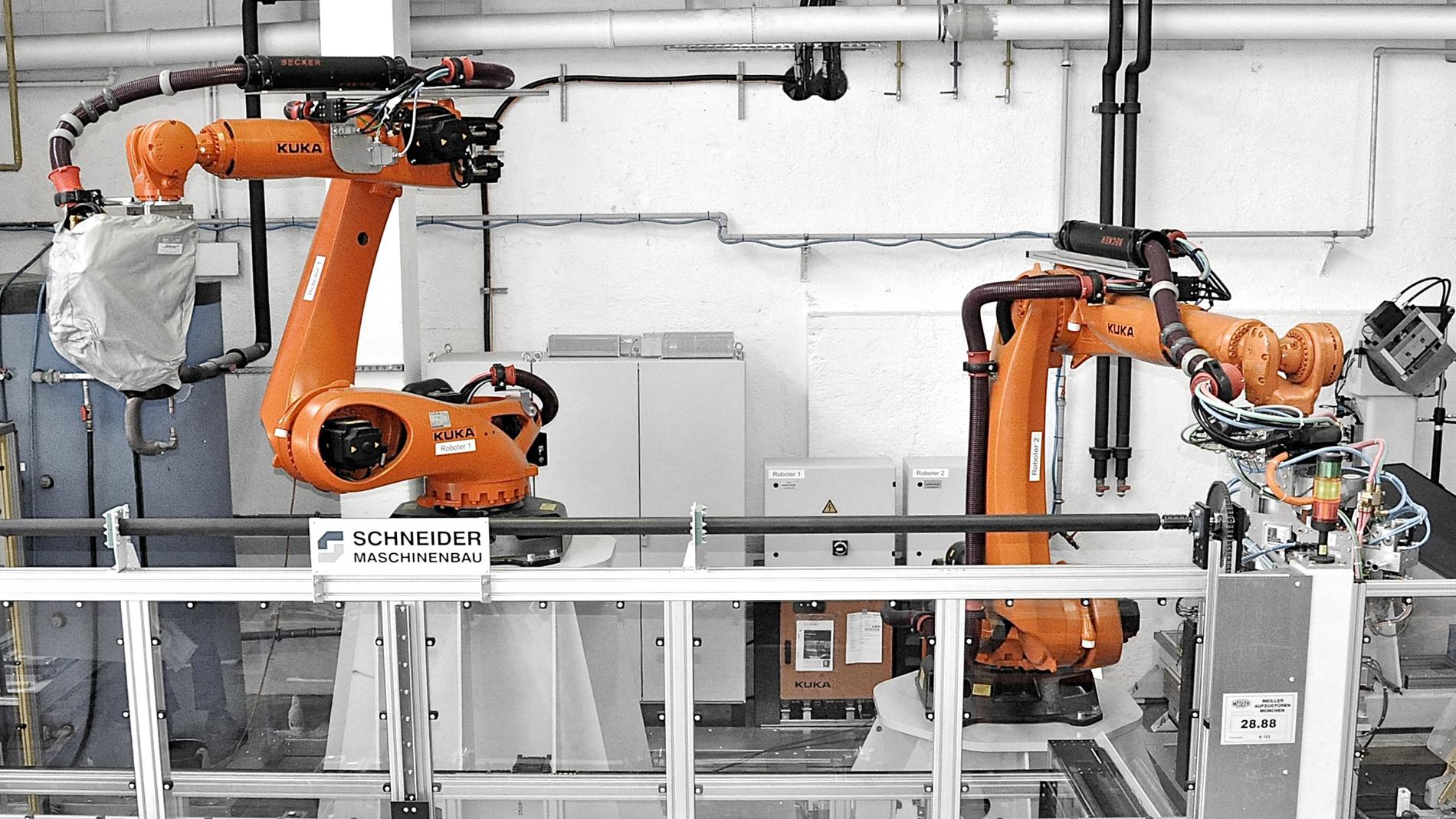
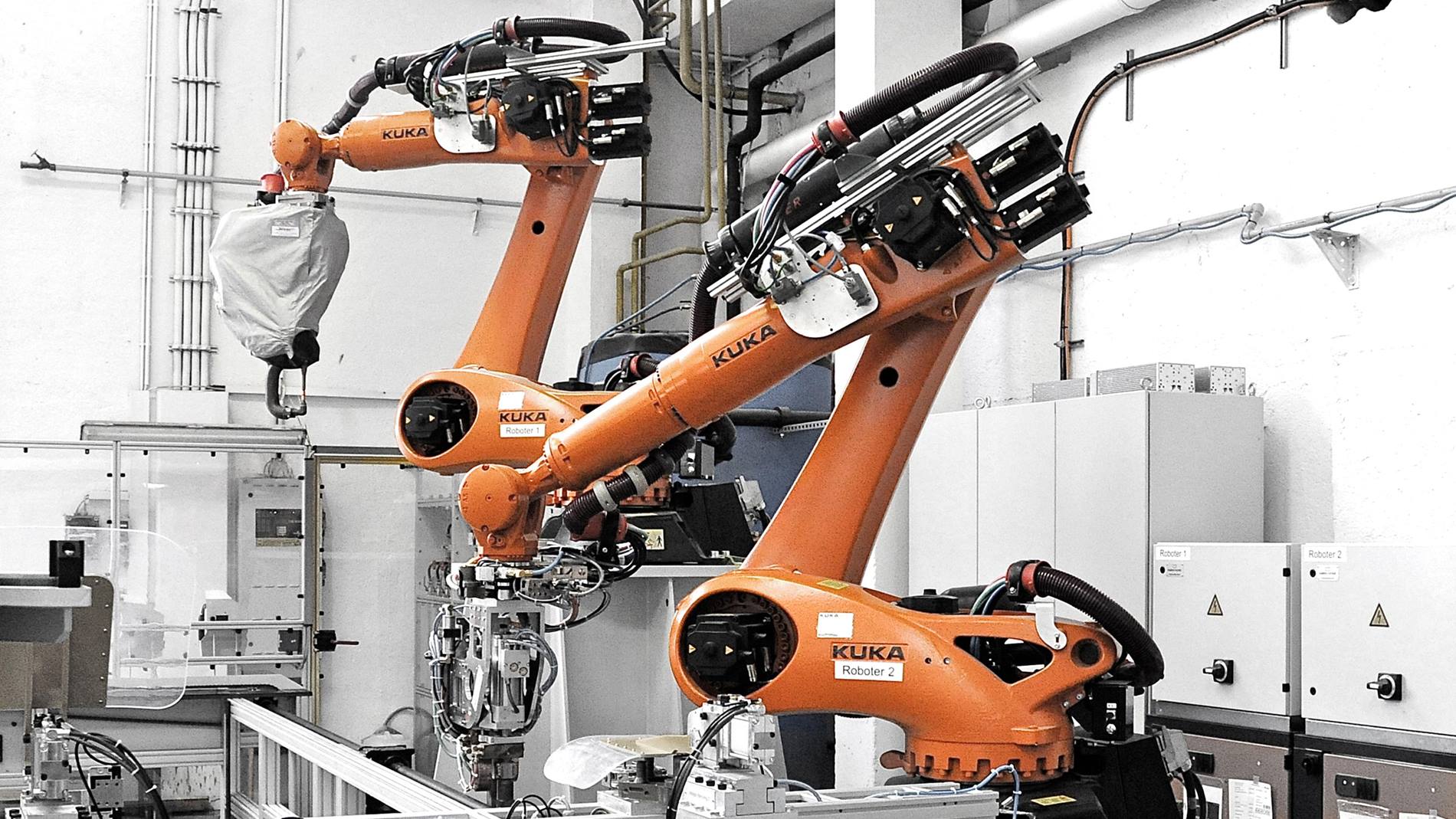
Medan operatören på ena sidan av växlingsbordet är sysselsatt med bestyckning och uppspänning skrider man på andra sidan redan till verket. Som första steg börjar bägge KR QUANTEC med de svetsningar som står på tur. Robot 1, som är monterad på en sockel för maximal räckvidd och utrustad med en specialsvetstång, tar hand om pressvetsningen. Därigenom kan KR QUANTEC sammanfoga ytterskalet upptill och nedtill samtidigt med ytterskenan.
Parallellt övertar den likaledes sockelmonterade robot 2 punktsvetsning av den öppna U-skenan med dörrbladets undersida. Proceduren går fortare än pressvetsningen, och medan robot 1 ännu svetsar, byter robot 2 snabbt ut sin svetstång via ett automatiskt verktygsväxlingssystem från Säubli Connectors mot en vakuumgripare och blir därigenom hanteringsspecialist.
Så snart som all pressvetsning är avslutad tar robot 2 ut dörrbladet och kör med det till stansstationen, där olika hålrader stansas ut. Efter stansningen tar roboten med dörrbladet till en press, som lätt trycker ihop de utskjutande plåtarna i ett hörn för att förebygga skaderisker. Robotens arbetsuppgift avslutas med att det utan ytterligare efterarbete monteringsfärdiga dörrbladet läggs upp på en palett.
För att produktionstekniskt kunna behärska den gränslösa mångfalden satsar Meiller konsekvent på parametriserade bearbetningsprogram. Operatören väljer till att börja med bara ut materialet – rostfritt stål, elgalvaniserat eller varmförzinkat stål – samt dörrbladets bredd och längd. Resten är robotstyrningens sak. KR C4 räknar inte bara ut robotrörelserna inklusive kollisionsövervakning, utan även parametrar och position för varje enskild svetspunkt, antal och position för de nödvändiga stansningarna samt uppspänningsanordningarnas läge.