Utgångssituationen
Det tyska centret för luft- och rymdfart (DLR) har satt upp ett mål om att utveckla effektiva produktionstekniker för komponenter av kolfiberförstärkt plast. På en 45 meter lång produktionsväg skapas komponenter av kolfiberförstärkt plast (t.ex. spant) med fullständig automatisering. Tillverkningen av komponenter för ett flygplan av kolfiberförstärkt plast är i dagsläget mycket dyr och kräver en hel del manuellt arbete. Som renodlad forskningsanläggning avser DLR att ändra på detta inför framtida flygplansgenerationer.
Kolfiberförstärkt plast är lätt och stabil, men flygplansbyggarnas höga krav uppnås inte förrän hela processen och därmed även kvaliteten går att reproducera. I motsats till aluminium kan kolfiberförstärkt plast vara av väldigt varierande kvalitet, t.ex. om fibrernas riktningar inte är optimala eller om det tränger in fukt i föreningen på grund av skärkanter. Eventuella mekaniska skador går heller inte att upptäcka på materialet utifrån. Därför är det viktigt att största möjliga noggrannhet råder vid tillverkningen.
Anläggningen måste vara flexibel, då den ska användas för forskningsändamål och inte någon serietillverkning. Det var av stor betydelse att vara största möjlighet frihet för själva anläggningskonceptet och för programmeringen. Verktygsbytet måste fungera snabbt och enkelt och även robotprogrammeringen måste vara intuitiv. Efter en kort inlärningsfas ska studenterna vara kapabla att förverkliga nya uppgifter/produkter på anläggningen. Detta är viktigt även för den praktiska tillämpningen, eftersom ett medelstort trafikflygplan har ca 140 spantelement som allihop ser olika ut.
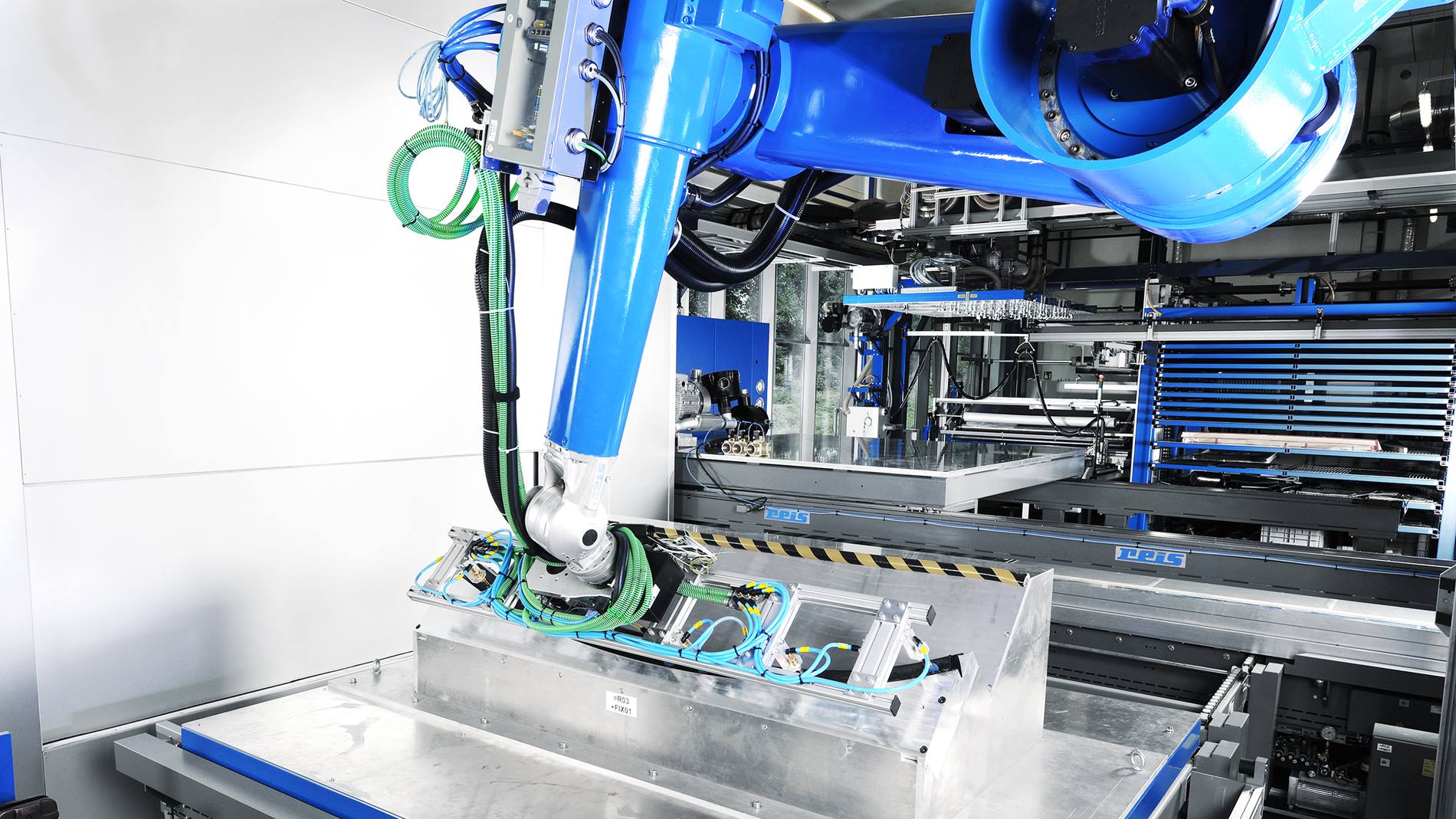
Efter detta formgivande arbetssteg placeras den konsoliderade förformen i den efterföljande finkantrenskärningsstationens verktyg av sammansättningsroboten. Sammansättningsroboten förflyttar sig längs med en högt placerad linjäraxel, vilket ger maximal rörelsefrihet i produktionshallen. Roboten förbinder de enskilda processtationerna, banprogrammeringen av motsvarande robot offline på grundval av komponentens CAD-data och banprogrammeringsmjukvaran fastCURVE från Cenit. Via ett motsvarande gränssnitt möjliggör styrningen Reis ROBOTstarV en smidig och mycket exakt bana, eftersom den inte bara lärs in ”kantigt” från punkt till punkt. På så sätt kan en programmerad bana förskjutas en aning i efterhand.
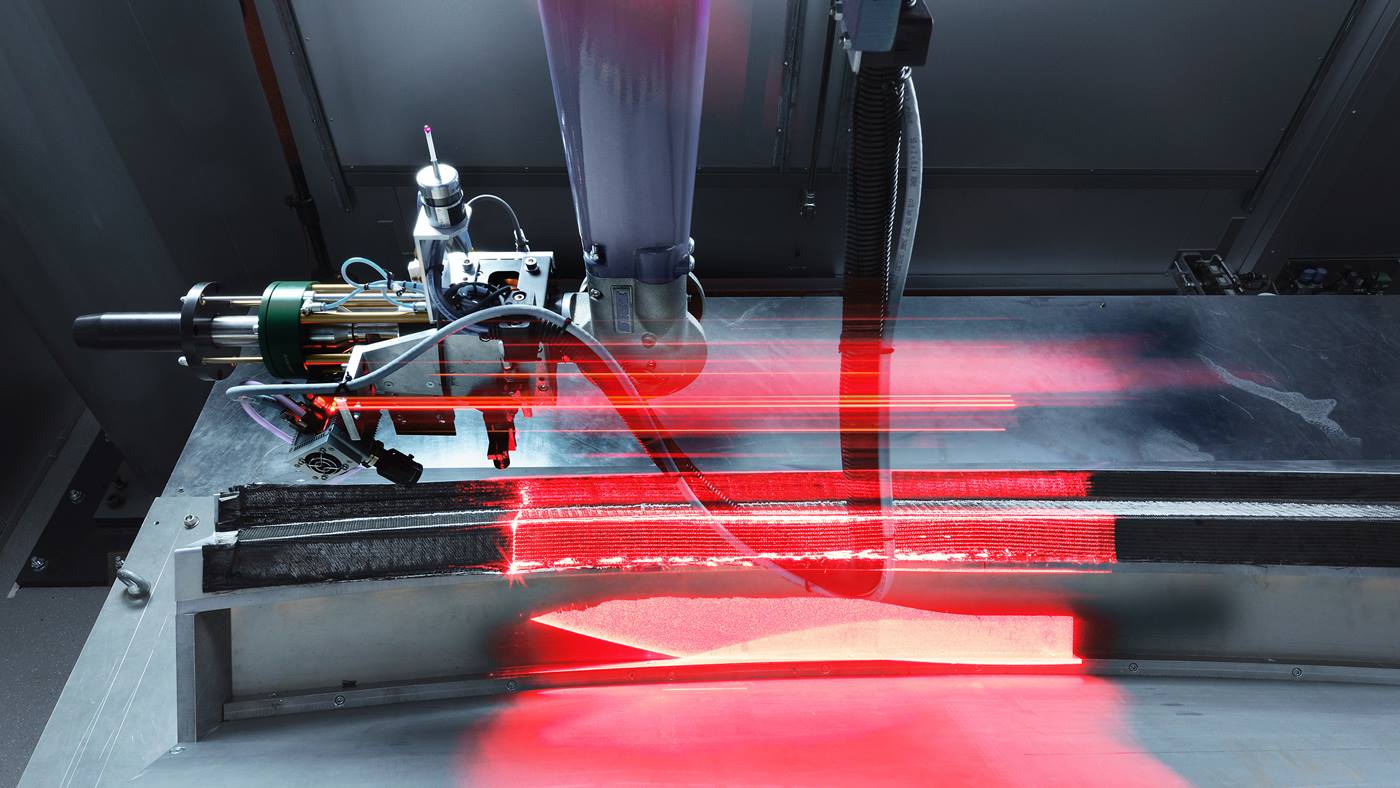
Banprogrammeringen av motsvarande robot sker offline på grundval av komponentens CAD-data och banprogrammeringsmjukvaran. Via ett motsvarande gränssnitt möjliggör styrningen KRC ROBOTstar en smidig och mycket exakt bana. På så sätt kan en programmerad bana förskjutas en aning i efterhand. Tack vare det optimala valet av snittverktyg går det att skära med en ultraljudskniv med mycket hög precision, utan påverkan från intilliggande material.