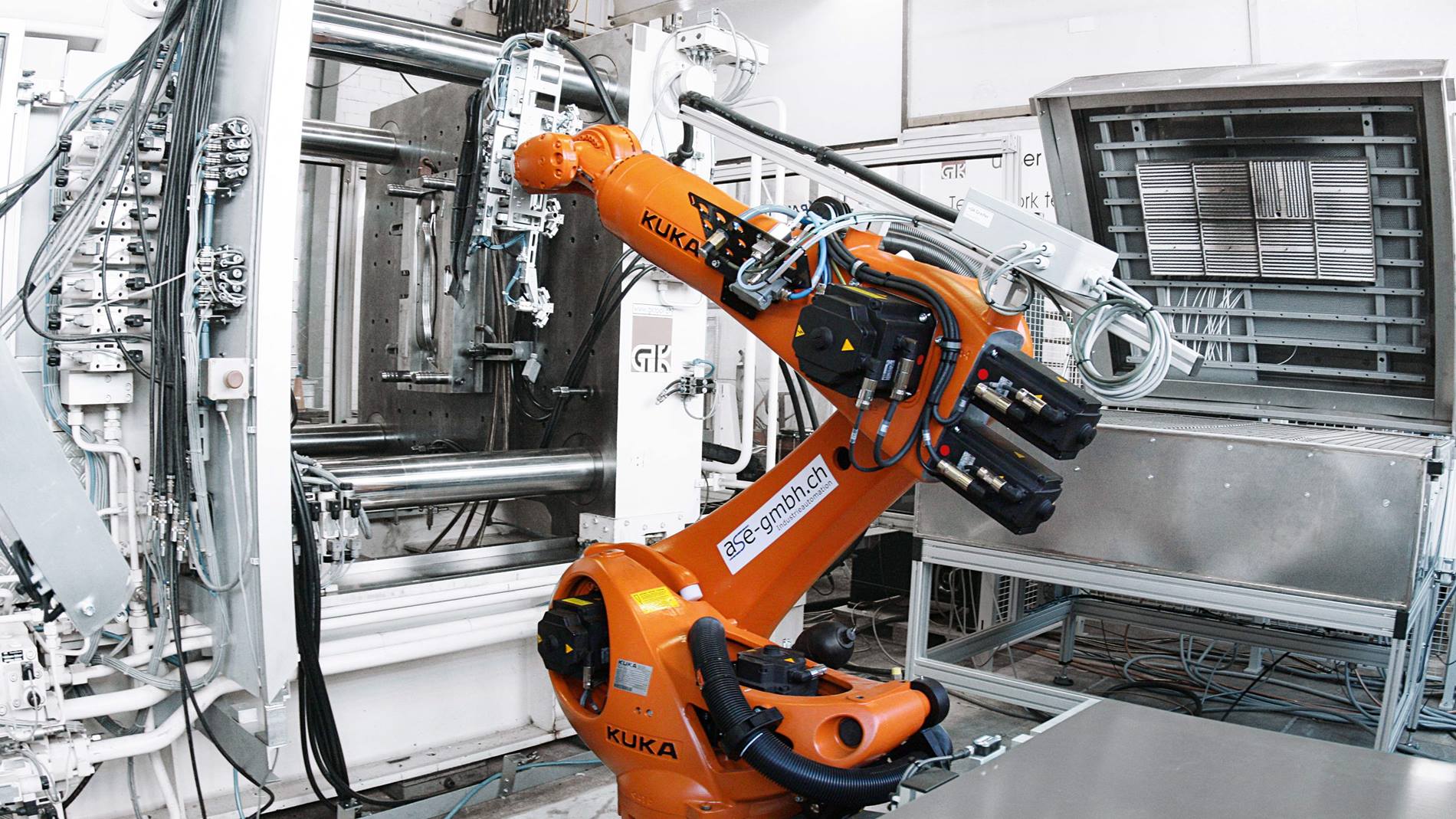
The company also relies on automation for its own robot production. The latest robotic automation of two machining centers in Hall 10 has resulted in an average increase in productivity of more than 15 percent.
Components for the production of KUKA robots
In an area covering 3000 square meters, the machining operations department housed here manufactures components that are used for the production of KUKA robots. Since 2013, DMG MORI machine tools of type Sprint 65-3 (Sprint for short) and CTX beta 1250 TC-4A (CTX for short) have been manufacturing 14 components from castings and sawn sections that are then installed in the adjacent robot assembly shop.
Highly flexible automation solution
This automation solution is characterized by its high degree of flexibility in the smallest of spaces. Use of the KS CycleMove workpiece feed system from KUKA Systems GmbH makes the cells even more adaptable. Furthermore, buffering of the components enables a maximum unmanned operating time of eight hours. While the Sprint system – an automatic lathe – manufactures robot components from sawn sections within a few minutes, the neighboring CTX automatic milling lathe performs machining operations on castings and sawn sections with a cycle time of approx. 30 minutes.
A total of seven components are currently manufactured on the Sprint, ranging from a pin for the KR QUANTEC series with a diameter of 55 mm to a flange for the heavy-duty robots of the KR FORTEC series with a diameter of 120 mm. The CTX also manufactures seven components, with parts being machined to produce, for example, spur gear housings for the KR AGILUS and KR QUANTEC, with diameters ranging from 95mm to 246 mm. With the aid of several supply and return conveyors, the machining centers can work autonomously in three-shift operation.
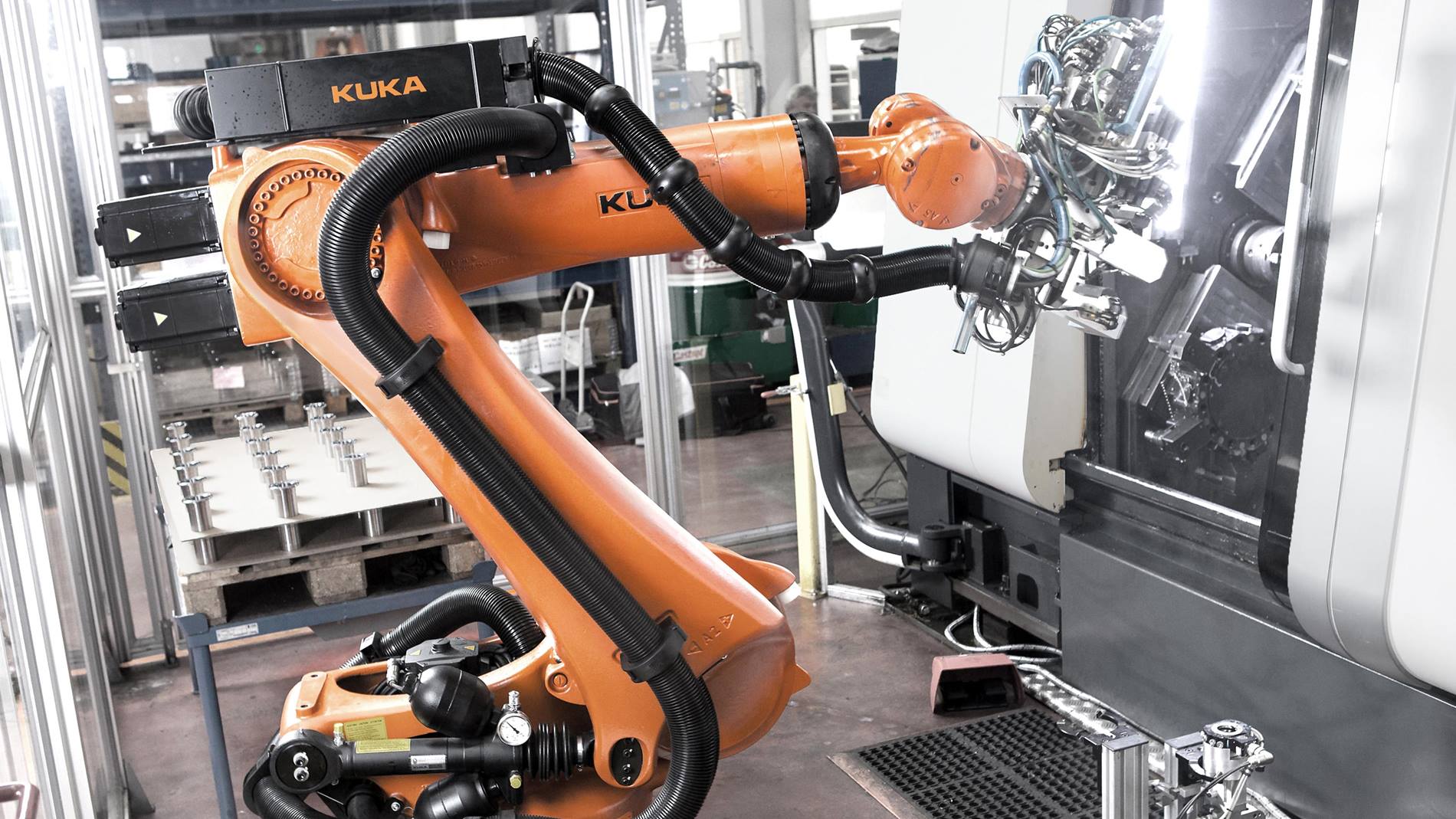
KR QUANTEC loads and unloads machine tools
Each machine tool is loaded and unloaded by a KR 150 R2700 extra from the KR QUANTEC series. The tasks of the robot within the cell are varied. Following a sensor-based inspection, the six-axis robot uses an electromechanical gripper matching the specific workpieces to remove the blanks from the carriage that is fed into the cell via the conveyors of the KS CycleMove. Clamped in the left-hand and right-hand chucks of the main and counter spindles, the part is machined on both sides. If both spindles are loaded, two parts can be machined in parallel. As soon as machining is completed, the robot removes the finished component from the counter spindle and places it on a pallet located in the cell ready for transportation.
Minimum changeover work and expandability
Production flexibility was the key priority of automation of the machining centers. The high number of different components and the flexible adaptation of batch sizes to the quantities required in robot assembly are advantages provided by the robotic solution. Both machines are already equipped for expansion of the range of parts if required. The production schedule is optimally adapted to the requirements of the assembly shop, thereby minimizing changeover work, such as exchanging the gripper jaws on the robot.